复合材料成型工艺
1、生产准备
手糊成型工作场地要求清洁、干燥、通风良好,空气温度应保持在15~35℃之间,要设有抽风除尘和喷水装置。
树脂胶液配制要注意:①防止胶液中混入气泡;②配胶量不能过多,每次配量要保证在树脂凝胶前用完。
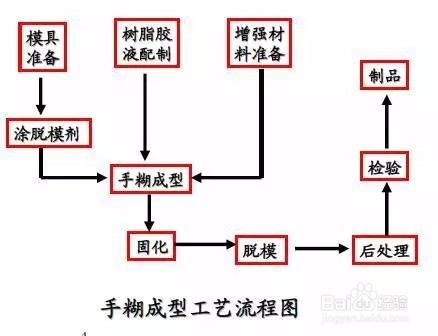
2、糊制与固化糊制:手工铺层糊制分湿法和干法两种:①干法铺层 :先将预浸布按样板裁剪成胚料,铺层时加热软化,然后再一层一层地紧贴在模具上,并注意排除层间气泡,使密实。②湿法铺层:直接在模具上将增强材料浸胶,一层一层地紧贴在模具上,扣除气泡,使之密实。
固化:制品固化分硬化和熟化两个阶段:从凝胶到三角化一般要24h,此时固化度达50%~70%,可以脱模,脱后在自然环境条件下固化1~2周才能使制品具有力学强度,称熟化,其固化度达85%以上。加热可促进熟化过程。
3、脱模和修整脱模:脱模要保证制品不受损伤。脱模方法有如下几种:①顶出脱模:在模具上预埋顶出装置,脱模时转动螺杆,将制品顶出。②压力脱模:模具上留有压缩空气或水入口,脱模时将压缩空气或水(0.2MPa)压入模具和制品之间,同时用木锤和橡胶锤敲打,使制品和模具分离。
大型制品(如船)可借助千斤顶、吊车和硬木楔等工具,复杂制品可采用手工脱模方法。修整:修整分两种:①尺寸修整:成型后的制品,按设计尺寸切去超出多余部分;②缺陷修补:包括穿孔修补,气泡、裂缝修补,破孔补强等。
1、喷射成型技术是手糊成型的改进,半机械化程度。喷射成型技术在复合材料成型工艺中所占比例较大。
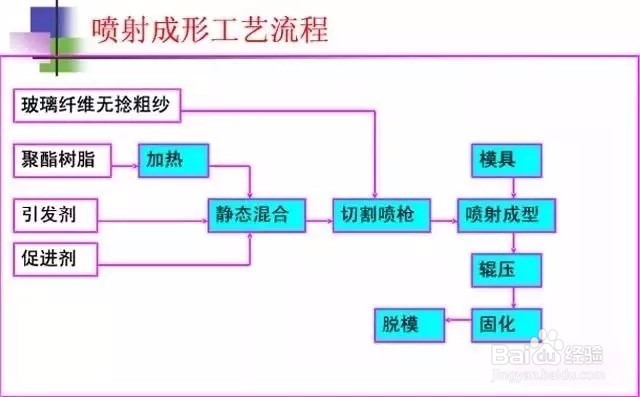
原理:喷射成型工艺是将混有引发剂和促进剂的两种聚酯分别从喷枪两侧喷出,同时将切断的玻纤粗纱由喷枪中心喷出,使其与树脂均匀混合,沉积到模具上,当沉积到一定厚度时,用辊轮压实,使纤维浸透树脂,排除气泡,固化后成制品。
2、流程:
生产准备:喷射成型场地除满足手糊工艺要求外,要特别注意环境排风。材料准备:原材料主要是树脂(主要用不饱和聚酯树脂)和无捻玻纤粗纱。模具准备:清理、组装及涂脱模剂等。设备:喷射成型机分压力罐式和泵供式两种:①泵式供胶喷射成型机,是将树脂引发剂和促进剂分别由泵输送到静态混合器中,充分混合后再由喷枪喷出。②压力罐式供胶喷射机是将树脂胶液分别装在压力罐中,靠进入罐中的气体压力,使胶液进入喷枪连续喷出。
3、优点:
①用玻纤粗纱代替织物,可降低材料成本;②生产效率比手糊的高2~4倍;③产品整体性好,无接缝,层间剪切强度高,树脂含量高,抗腐蚀、耐渗漏性好;④可减少飞边,裁布屑及剩余胶液的消耗;⑤产品尺寸、形状不受限制。
喷射成型效率达15kg/min,故适合于大型船体制造。已广泛用于加工浴盆、机器外罩、整体卫生间,汽车车身构件及大型浮雕制品等。
1、RTM工艺介绍:
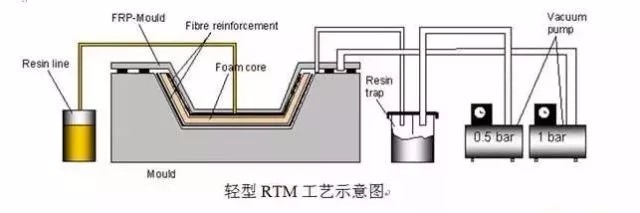
树脂传递模塑成型简称RTM(Resin Transfer Molding),是手糊成型工艺改进的一种闭模成型技术。在国外属于这一工艺范畴的还有树脂注射工艺和压力注射工艺。
RTM成型技术的特点:①可以制造两面光的制品;②成型效率高,适合于中等规模的玻璃钢产品生产(20000件/年以内);③RTM为闭模操作,不污染环境,不损害工人健康;④增强材料可以任意方向铺放,容易实现按制品受力状况铺放增强材料;⑤原材料及能源消耗少。
RTM技术适用范围很广,目前已广泛用于建筑、交通、电讯、卫生、航空航天等工业领域。已开发的产品有:汽车壳体及部件、娱乐车构件、螺旋浆、8.5m长的风力发电机叶片、天线罩、机器罩、浴盆、沐浴间、游泳池板、座椅、水箱、电话亭、电线杆、小型游艇等。
2、设备:
RTM成型设备主要是树脂压注机和模具。
①树脂压注机
树脂压注机由树脂泵、注射枪组成。树脂泵是一组活塞式往复泵,最上端是一个空气动力泵。当压缩空气驱动空气泵活塞上下运动时,树脂泵将桶中树脂经过流量控制器、过滤器定量地抽入树脂贮存器,侧向杠杆使催化剂泵运动,将催化剂定量地抽至贮存器。压缩空气充入两个贮存器,产生与泵压力相反的缓冲力,保证树脂和催化剂能稳定的流向注射枪头。注射枪口后有一个静态紊流混合器,可使树脂和催化剂在无气状态下混合均匀,然后经枪口注入模具。
②模具
RTM模具分玻璃钢模、玻璃钢表面镀金属模和金属模3种。玻璃钢模具容易制造,价格较低,聚酯玻璃钢模具可使用2000次,环氧玻璃钢模具可使用4000次。表面镀金属的玻璃钢模具可使用10000次以上。金属模具在RTM工艺中很少使用,一般来讲,RTM的模具费仅为SMC的2%~16%。
3、RTM原材料:
RTM用的原材料有树脂体系、增强材料和填料。
树脂体系:RTM工艺用的树脂主要是不饱和聚酯树脂。
增强材料:一般RTM的增强材料主要是玻璃纤维,其含量为25%~45%(重量比);常用的增强材料有玻璃纤维连续毡、复合毡及轴向布。
填料:填料对RTM工艺很重要,它不仅能降低成本,改善性能,而且能在树脂固化放热阶段吸收热量。常用的填料有氢氧化铝、玻璃微珠、碳酸钙、云母等。
1、介绍:
模压成型工艺是复合材料生产中最古老而又富有无限活力的一种成型方法。它是将一定量的预混料或预浸料加入金属对模内,经加热、加压固化成型的方法。
2、特点:
模压成型工艺的主要优点:①生产效率高,便于实现专业化和自动化生产;②产品尺寸精度高,重复性好;③表面光洁,无需二次修饰;④能一次成型结构复杂的制品;⑤因为批量生产,价格相对低廉。
3、趋势:
随着金属加工技术、压机制造水平及合成树脂工艺性能的不断改进和发展,压机吨位和台面尺寸不断增大,模压料的成型温度和压力也相对降低,使得模压成型制品的尺寸逐步向大型化发展,目前已能生产大型汽车部件、浴盆、整体卫生间组件等。
1、介绍:
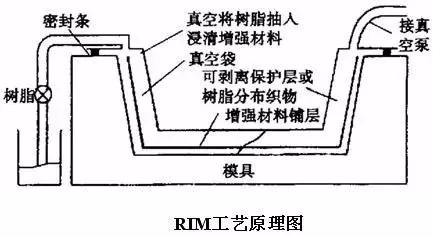
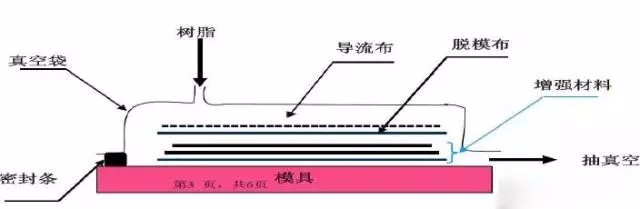
真空导流工艺分为干法和湿法两种。湿法是将手糊或者喷射成型未固化的制品,加盖一层真空袋膜,制品处于薄膜和模具之间,密封周边,抽真空(0.07MPa),使制品中的气泡和挥发物排除。干法是将增强玻纤铺放到模具上,将真空袋膜与模具周边密封,在抽真空的同时将树脂从模具的另一端由管路导入到模具中,将增强玻纤浸润。两种工艺的区别在于干法的玻纤含量可以做的更高。
2、特点:
1、可以制造单面光的制品;
2、成型效率一般,适合于中等规模的玻璃钢产品生产(1000件/年);
3、为闭模操作,不污染环境,不损害工人健康;
4、增强材料可以任意方向铺放,容易实现按制品受力状况例题铺放增强材料;
5、一次性耗材较多、垃圾回收是个问题,成本相对较高。
3、工艺:
真空导流成型工艺过程中,不需要注射设备,只需要一台真空泵就可以了;模具只需要单模一般模腔内是负压0.1Mpa ,真空导流工艺所用的原材料有树脂体系、增强材料,不添加填料。该工艺用的树脂主要是要求粘度要低,在180—300厘泊左右。增强材料主要是玻璃纤维,其含量为50%~65%;常用的增强材料有玻璃纤维短切毡、复合毡及方格布等。