KMbalancerII的齿轮箱案例
KMbalancerⅡ是一款全功能、高效能的双通道的FFT振动分析及现场动平衡仪。它可以应用在众多行业的设备状态监测领域,如造纸业,石化,发电厂,机械制造等。KMbalancerⅡ可以采集各种现场数据,如振动值,轴承状态,频谱图和时域波形等,并可以通过KMVS Pro数据采集分析软件进一步整合分析设备故障。
说明
齿轮箱具有减速的作用,与普通齿轮相比,减速比大、安装位置紧凑的优点,越来越多的行业和不同的企业都运用到了齿轮箱。
但是齿轮箱承受来自电机、风轮等设备的作用力和齿轮传动时产生的反力,必须具有足够的刚性去承受力和力矩的作用,防止变形,保证传动质量,同时需要专业的检测,提前发现隐患,并提早处理。防止因齿轮箱故障导致的停机停产事故及其他安全事故。
案例分析
在检测时首先需要了解设备参数:
挤出机齿轮箱

设备参数:
电机转速是662.7RPM(即齿轮箱输入轴的转频是11.045HZ)
齿轮箱中间轴的转速是272.9RPM(即转频是4.548HZ)
齿轮箱输出轴的转速是85RPM(即转频是1.4167HZ)
输入轴齿轮齿数是21
中间轴齿轮的齿数分别为51和19
输出轴齿轮的齿数是61
齿轮的啮合频率GMF=转频X齿轮齿数=11.045X21=231.945
输入轴的轴承型号是SKF22324
中间轴的轴承型号是SKF23232
输出轴的轴承型号是SKF23056,SKF29472和23064
接下来进行数据采集及分析
首先对01#挤出机齿轮箱输入轴brg1、brg2测点进行数据采集如图(1),图(2)是brg1测点的频谱图,图(3)是brg2测点的频谱图。


通过以上频谱图可以看到,频谱中的频率成分以231.945HZ及其谐波为主,计算得出该频率就是齿轮的啮合频率,所以判断故障主要根源来自齿轮。
为了分析故障来自哪个齿轮以及齿轮的磨损是否严重,需要看齿轮啮合频率的边频个数和幅值大小,图(4)为齿轮啮合频率处的边频放大图
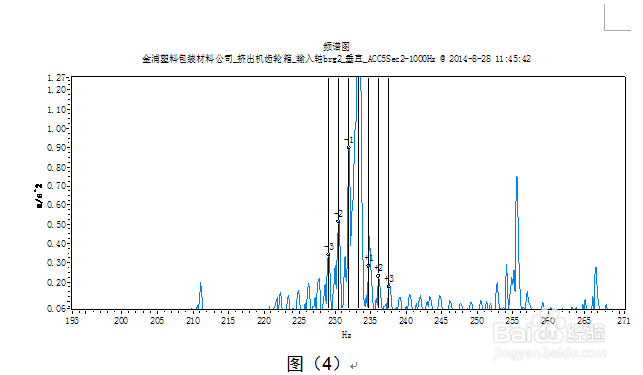
图(4)中可以看出齿轮啮合频率的边频变多和幅值高度不一,并且可以看到边频的间隔是1.406HZ(即图中负1到正1之间的间隔),而这个频率和输出轴的转频很接近,所以分析得出输出轴的齿轮存在故障,为了证实这一分析还需要分别对中间轴和输出轴进行分析。图(5)为
01#挤出机齿轮箱中间轴brg1测点,图(6)为brg1测点的频谱图。


以上频谱图可以看到,频谱中的频率成分以231.945HZ及其谐波为主,计算得出这个频率就是齿轮的啮合频率,所以判断故障主要根源来自齿轮。
图(7)为齿轮啮合频率处的边频放大图

在上图中可以看到齿轮啮合频率的边频变多和幅值高度不一,并且可以看到边频的间隔是1.406HZ(即图中负1到正1之间的间隔),而这个频率和输出轴的转频很接近。只有在所有的频谱图中都显示这个频率,才说明故障的根源,所以分析得出输出轴的齿轮存在故障。
最后对01#挤出机齿轮箱输出轴brg1、brg2、brg3测点进行数据采集如图(8)、图(9)。图(10)是brg1测点的频谱图,图(11)是brg2测点频谱图,图(12)是brg3测点的频谱图。




以上分别是输出轴brg1;brg2;brg3;的频域图,通过对比发现输出轴的三个频域图中也都出现了齿轮啮合频率占主导。
图(13)是输出轴齿轮啮合频率处的边频放大图

在输出轴同样看到了齿轮啮合频率两边出现了输出轴转频间隔的边频。
综上所述,可以判断齿轮箱的振动是由于输出轴齿轮故障引起的。
齿轮出现故障后,就要分析轴承是否已经磨损,而分析轴承就需要分析包络图,图(14)是01#挤出机齿轮箱输入轴brg1包络图,图(15)是01#挤出机齿轮箱输出端brg2包络图,图(16)是01#挤出机齿轮箱输出轴brg1包络图


在上面的三张包络图中,可以看到除了各自轴的转频及其谐波是有规律的,再没有发现其他有规律的频率,或者是幅值特别高的频率,并且各自轴承缺陷频率幅值也不明显,所以分析此时01#挤出机齿轮箱轴承运行良好。
有同类设备的话可以进行对比测量
对比测量
根据需求,又采集了02#挤出机齿轮箱的振动数据,同01#挤出机齿轮箱进行对比,如下:


通过01#挤出机齿轮箱和02#挤出机齿轮箱频谱中的振动幅值对比,也不难发现故障是出现在齿轮上。
图(A)和图(B)是01#挤出机和02#挤出机齿轮箱之间频谱图的对比,


运行以上两张频谱图进行对比,很容易发现01#挤出机齿轮箱齿轮啮合频率突出。
结合上述数据得出结论:
挤出机齿轮箱振动异常,是由输出轴齿轮故障引起的,通过分析齿轮啮合频率的边频得出,齿轮可能出现磨损,并且齿轮啮合处出现磨损的划痕,故障的发展程度需要跟踪齿轮啮合频率的边频发展状况去分析。
最后根据结论在停机维护时进行检修,如此可保证齿轮箱长期稳定运行,为公司降低安全、停机等的事故率