如何设计精益生产线?
1、预测分析需求
通过市场预测、产品组合、生产信息3个方面进行需求预测分析。

2、计算节拍时间(Takt Time)
节拍时间是进行精益生产的基础,计算工人数量,工位数量和生产线数量也是依据节拍时间,其计算公式为:节拍时间=可用时间÷客户最大需求量。举例说明节拍时间的计算: 每天有2个班生产,每班工作时间430分钟,客户每天最大需求量为860件,即可用时间=430*2=860 分钟/天,节拍时间=(430*2)除860=1(分钟)。
3、定义装配顺序
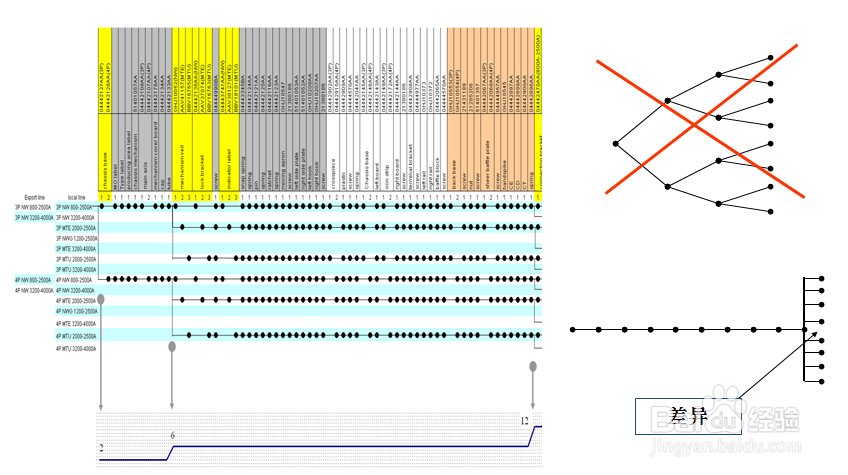
将所有装配动作和用到的零件放到装配顺序图(下图)的左边,没有零件的装配动作也要写下来,装配的顺序号放在图的中间,右边画上表示装配类别的符号。

4、分析差异化
差异越少越好,产品的差异发生的越晚越好,这样会有以下好处:
a.半成品种类少,库存少;
b.工装夹具的投资会少;
c.换型时间会降低;
d.工位上的零件种类不多;
e.产品的流程简单。
5、测定作业时间
分不同的时间阶段,测定增值作业、不增值作业、增值的控制、不增值的控制、等待时间、库存、存储等时间段,构建出时间表。

6、构建制程
在制程构建的过程中有一些技巧可供参考:
a.目标弹性为30%;
b.建议每工位的节拍时间15-60s;
c.每条线作业人数建议不超过8人;
d.线平衡方面:最大工位作业时间和最小工位作业时间差不超过20%。

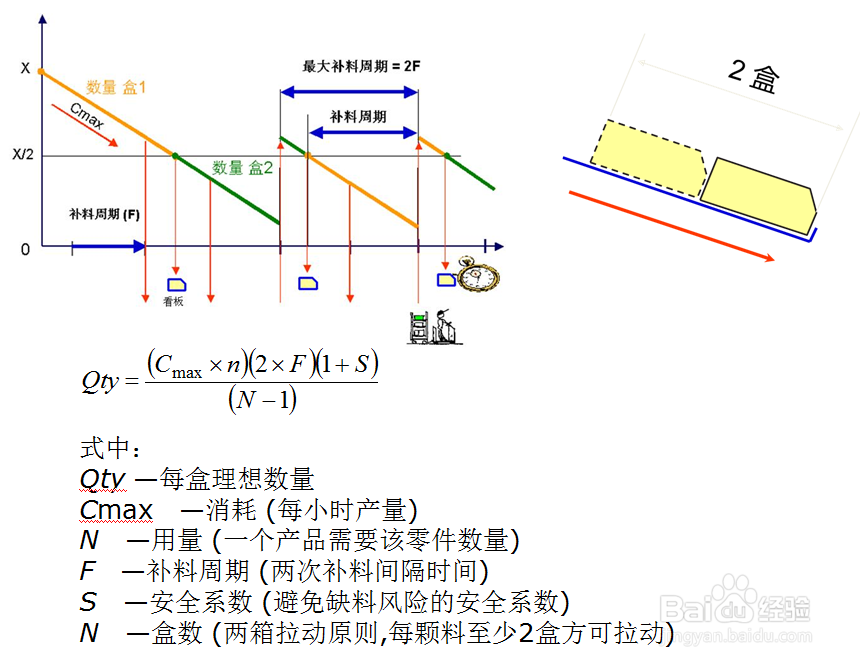
7、分析物料
分析物料,利用图中公式分析得出每盒理想物料数量。
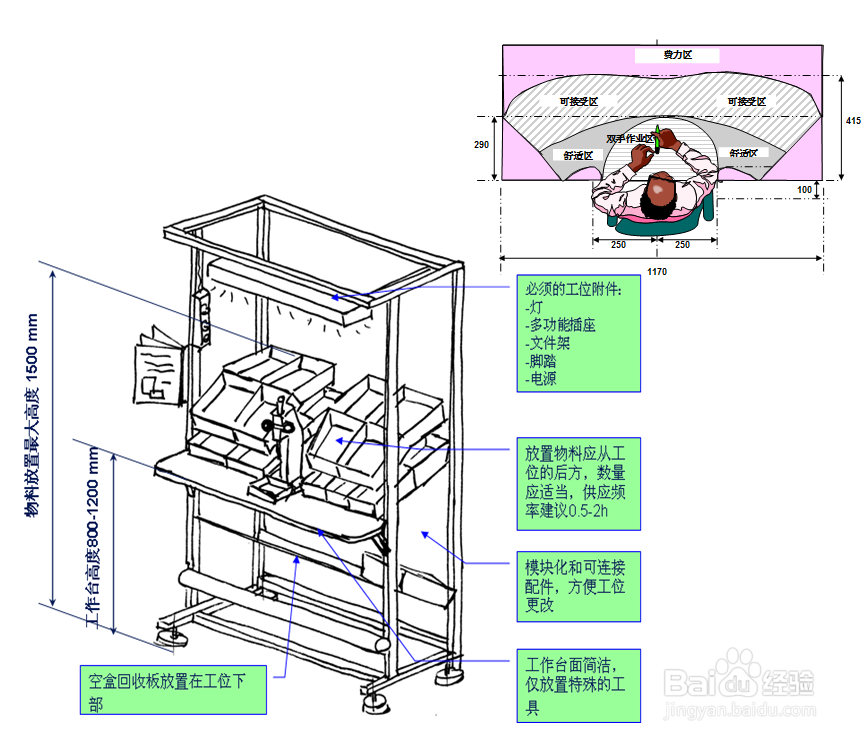
8、设计工位
对单个工位逐一设计,不仅从工作台的外观尺寸,也要从功能性进行设计。例如,要防呆工装。
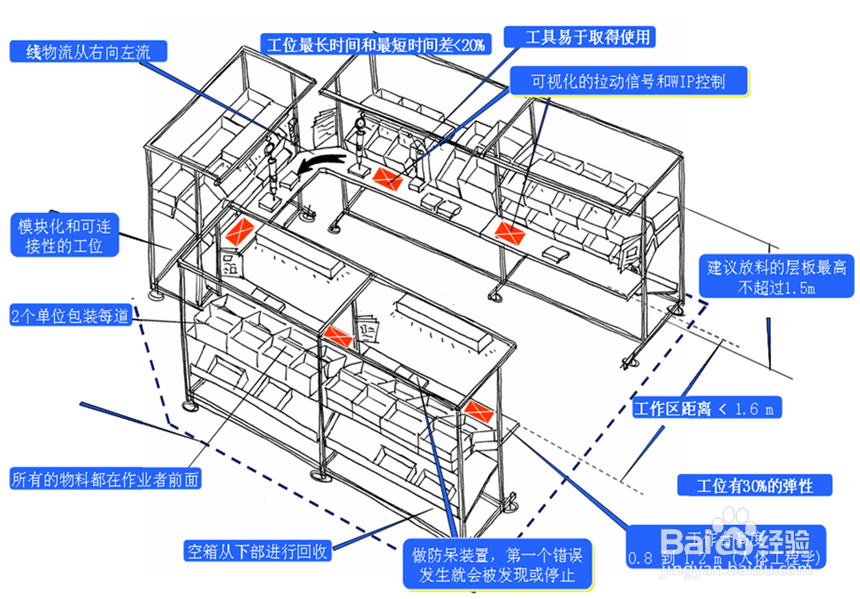
9、布局精益生线体整体
单个工位逐一设计后,用C4D软件进行整个精益生产线的布局,搭建。
声明:本网站引用、摘录或转载内容仅供网站访问者交流或参考,不代表本站立场,如存在版权或非法内容,请联系站长删除,联系邮箱:site.kefu@qq.com。
阅读量:144
阅读量:29
阅读量:130
阅读量:104
阅读量:52