水泥辊压机如何进行
1、 使用弧度样板尺及塞尺确认磨损量,单边约为2.5-3mm。 在轴承位表面每20mm点一焊点,高度控制在3mm左右,共计12条(前后二台位置为焊点端部)。
2、使用弧度样板尺及板锉打磨焊点至标准尺寸。空试轴承,预紧量13.5mm左右,进一步将尺寸较高焊点打磨至标准尺寸,控制同轴度及垂直度。

3、对轴承位表面进行烤油,直至无火星四射。使用磨光机打磨轴承位磨损位置的氧化层,露出金属光泽。将轴承吊装置待安装位置,使用无水乙醇将轴承位擦拭干净

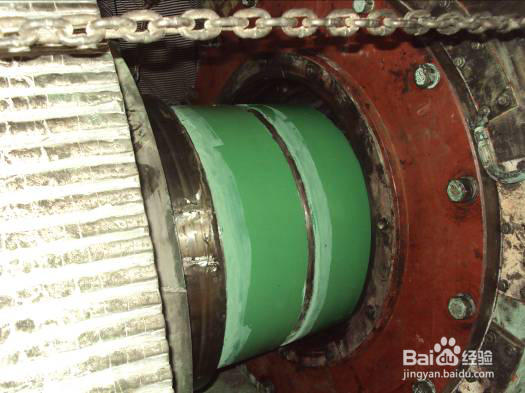
4、在轴承内圈涂抹803脱模剂,晾干备用。按照2:1比例调和2211F高分子复合材料5组,至颜色均匀无色差。将材料涂抹在磨损位置,靠近轴头端材料略厚,快速将轴承安装到轴承位,预紧量为13mm。


5、材料固化12小时后,将轴承拆除。将轴套及轴承内端盖安装至工作位。去除轴承端部多余材料,对油槽处进行修复,用砂带打磨材料表面釉质,使表面粗糙,并用无水乙醇清洗材料表面,使表面无污物。

6、按照2:1比例调和2211F高分子复合材料0.5组,将材料涂抹在轴承位,轴承位及油槽内侧可预留125px不涂抹材料(锥轴)。安装轴承,最终预紧量为9mm。安装轴承座和外部端盖以及其他辅助设备,即可投入使用。


声明:本网站引用、摘录或转载内容仅供网站访问者交流或参考,不代表本站立场,如存在版权或非法内容,请联系站长删除,联系邮箱:site.kefu@qq.com。
阅读量:142
阅读量:83
阅读量:137
阅读量:80
阅读量:195