新代系统数控车床动力头铣六角怎么编程
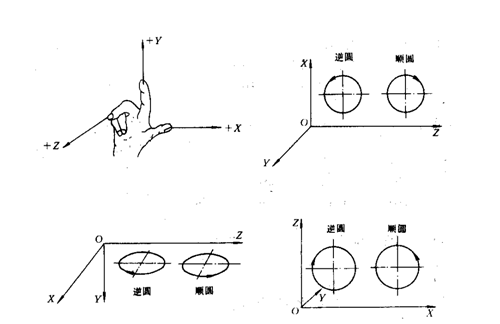
1、圆弧插补指令分为顺时针圆弧插补指令G02和逆时针圆弧插补指令G03。
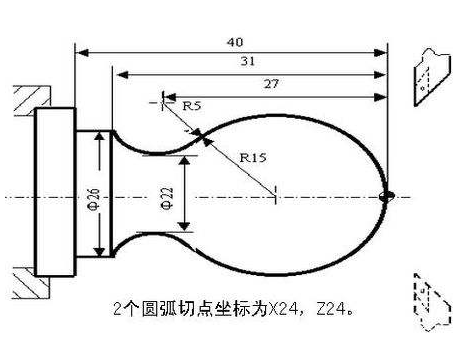
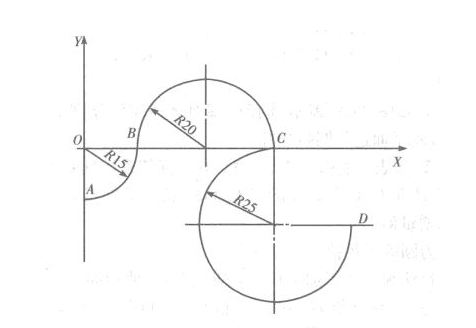
2、在车床上加工圆弧时,不仅要用G02/G03指出圆弧的顺逆时针方向,用X(U),z(W)指定圆弧的终点坐标,而且还要指定圆弧的中心位置。
3、采用绝对值编程时,圆弧终版点坐标为圆弧终点在工件坐标系中的坐标值,用X、Z表示。
4、当用半径R指定圆心位置时,规定圆心角α≤1800时,用“+R”表示,α权>1800时,用“-R”表示。
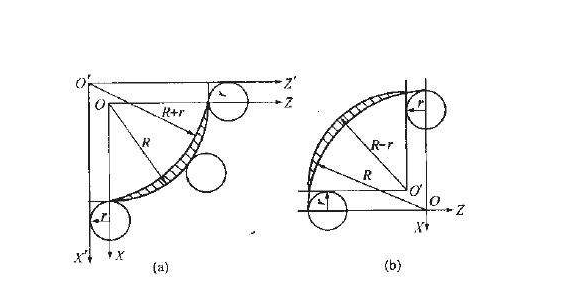
5、圆心坐标I、K为圆弧起点到圆弧中心所作矢量分别在X、Z坐标轴方向上的分矢量。
注意事项:
R105=9 纵向综合加工。
R106=0.25 精加工余量0.25 半径值。
R108=1 粗加工背吃刀量1 半径值。
R109=8 粗加工切入角8度。
R110=2 退刀量2 半径值。
R111=0.4 粗加工进给率。
R112=0.2 精加工进给率。
N40 LCYC95 调用轮廓循环。
N50 G00 G90 X50 沿X轴块退到循环起始点。
N60 Z5 沿Z轴快退到循环起始点。
N70 M30 主程序结束。
LOVE 子程序名。
声明:本网站引用、摘录或转载内容仅供网站访问者交流或参考,不代表本站立场,如存在版权或非法内容,请联系站长删除,联系邮箱:site.kefu@qq.com。
阅读量:82
阅读量:44
阅读量:143
阅读量:131
阅读量:26