怎样巧妙矫正工件同心度
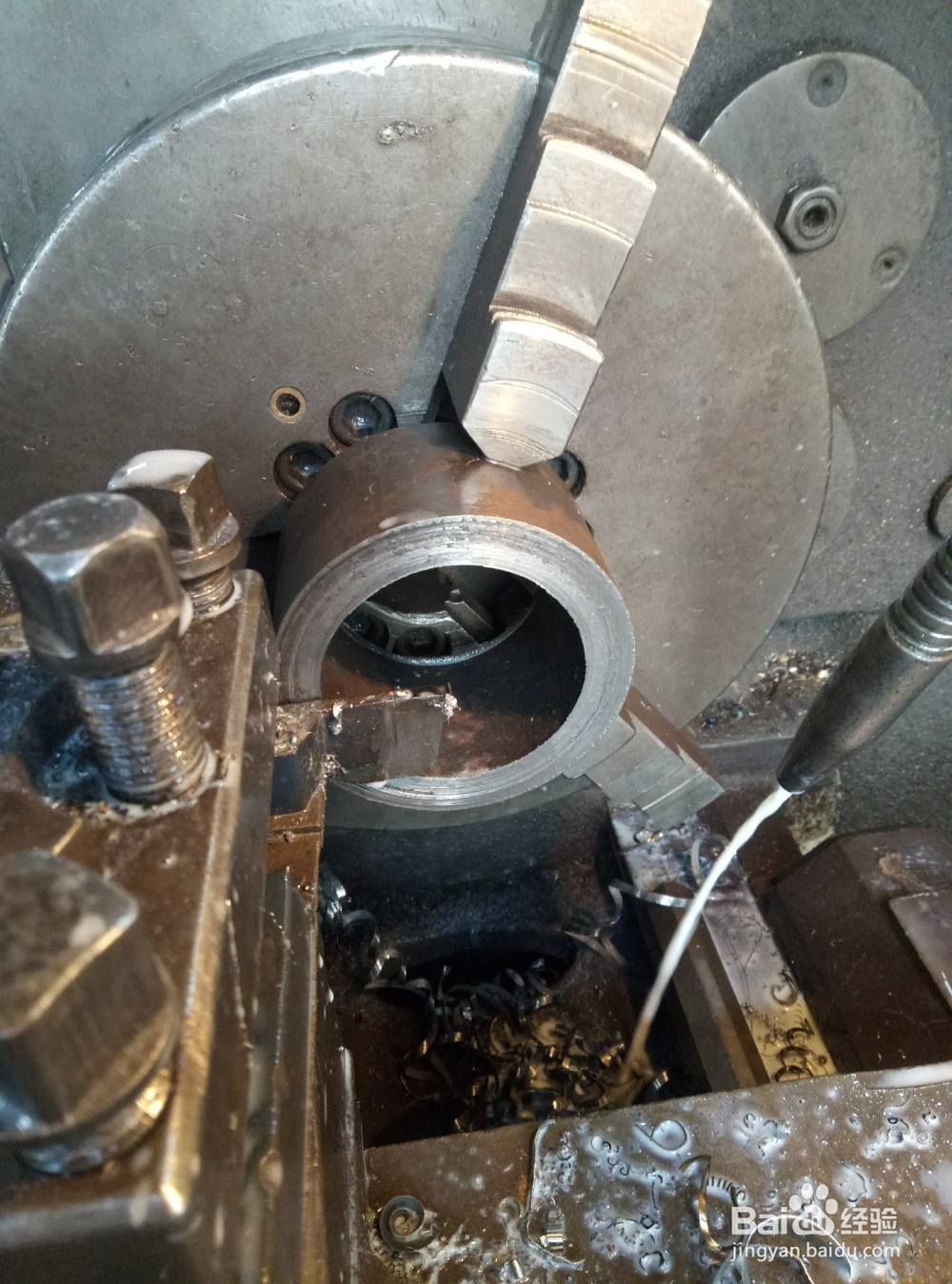
1、工件如果短,外圆也并非标准,比如图片中的空心管,外圆86毫米,内孔63毫米,长度40毫米。像这样的工件装夹在三爪上,一般是不同心的,即跳动比较大。

2、简单的方法就是,把工件装在三爪上,稍稍紧紧三爪,估计在轻载的 转速下不会掉下来。
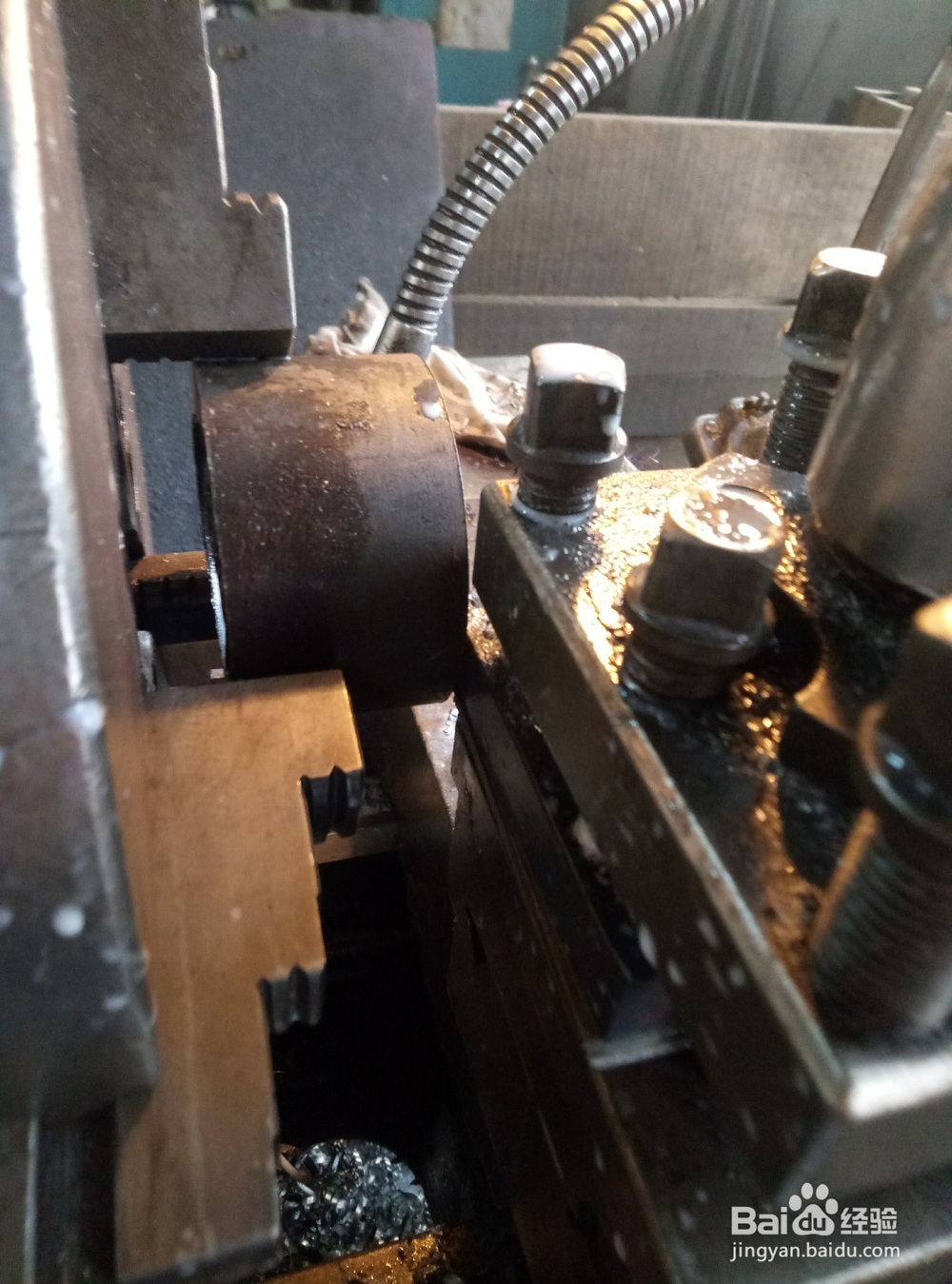
3、然后正常启动车床运转,看到工件一般是不同心的,偏心比较大。这样的情况下我们可以手摇动大拖盘,让刀架慢慢靠近工件。我这里的工件端面和内孔是垂直的,所以我就是要割刀的柄慢慢靠在工件的端面。
4、最好是另外在刀架上安装一把车刀柄,手动大拖盘和中拖盘,使用车刀柄靠工件外圆,工件在运转的过程中,一端夹在三爪里,一端在车刀柄的更正下就两点一线了。即工件就同心了。

5、工件同心后退出刀柄,并停止车床。再次夹紧三爪,紧固工件。

声明:本网站引用、摘录或转载内容仅供网站访问者交流或参考,不代表本站立场,如存在版权或非法内容,请联系站长删除,联系邮箱:site.kefu@qq.com。
阅读量:164
阅读量:159
阅读量:132
阅读量:68
阅读量:114