如何用车床加工定位心轴?
1、用三爪自定心卡盘夹住棒料,伸出长度约40;粗车和半精车端面和φ24的外圆,留余量0.5~1.5。

2、粗车和半精车φ18外圆,留余量0.5~1.5.
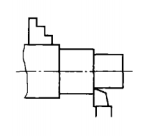
3、切2×1外沟槽,注意切槽时深度要大于1,以防φ18车准后沟槽深度不够;精车φ18和φ24外圆;倒角1×45°;切断。

4、掉头夹住φ18外圆车φ端面和倒角1×45°倒角。

声明:本网站引用、摘录或转载内容仅供网站访问者交流或参考,不代表本站立场,如存在版权或非法内容,请联系站长删除,联系邮箱:site.kefu@qq.com。