生产线一天产能怎么算
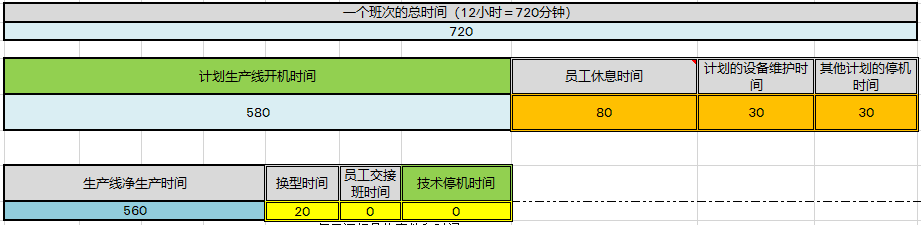
1、生产线的一天一般可分为两个或三个班次,下图以一天两个班次每班12小时为例,说明了如何计算生产线净生产时间。
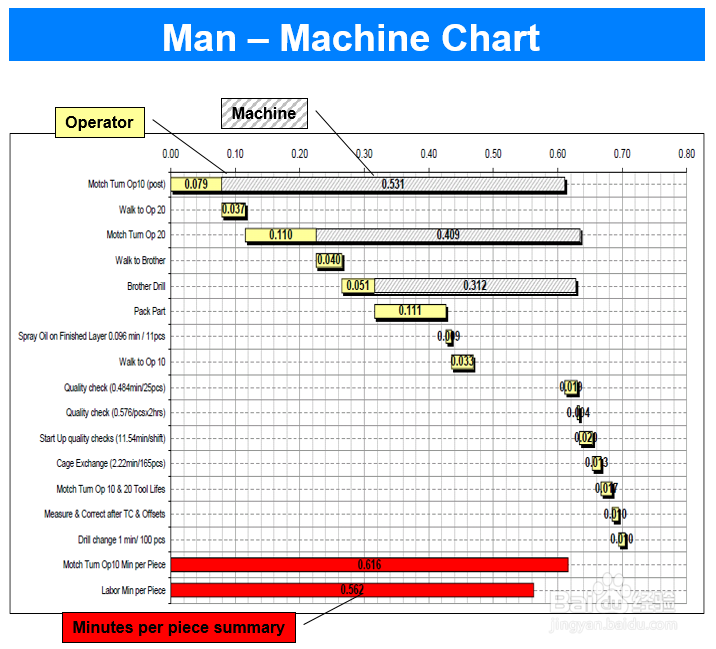
2、生产线节拍的确定需要从生产线的生产流程开始,如下图展示了一个三工位的线性生产线,该案例中,作业时间最长的工位是该生产线的瓶颈工位,决定了生产线的速度,也就是生产线节拍时间,瓶颈工位作业时间为0.51分钟/件。

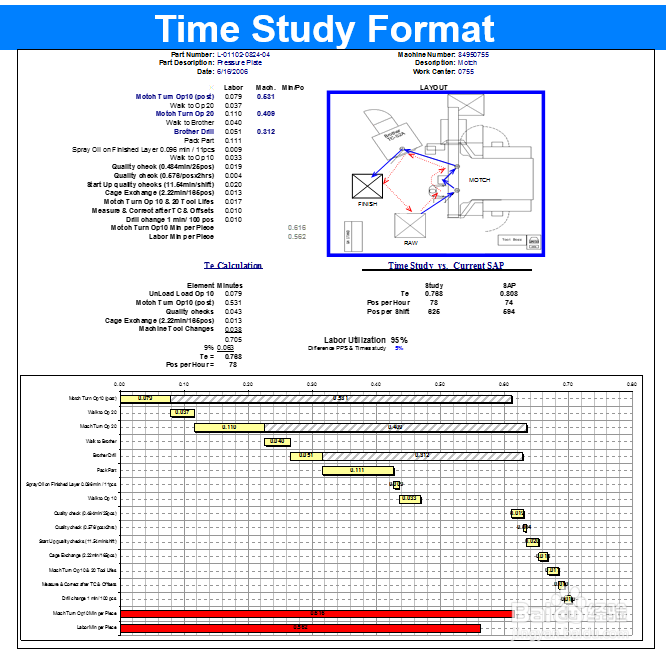
3、工位作业时间的确定方法,针对已有产线可以用秒表记录进行分析晃争粒,规划中的产线可以用MTM方法,通过以下三步完成。
4、将人工动作进行分解,记录每一次拿取、放置所需要的时间,进行时间序列上的累加,如果有机器设备在加睡吩工工序中,还应将人机配合考虑在时间序列的累加上。
5、考虑柱王人员的疲劳,劳动效率的损失,以及时间的休息时间进行适当比例的时间宽放,一般前一步累加时间的5%-9%。
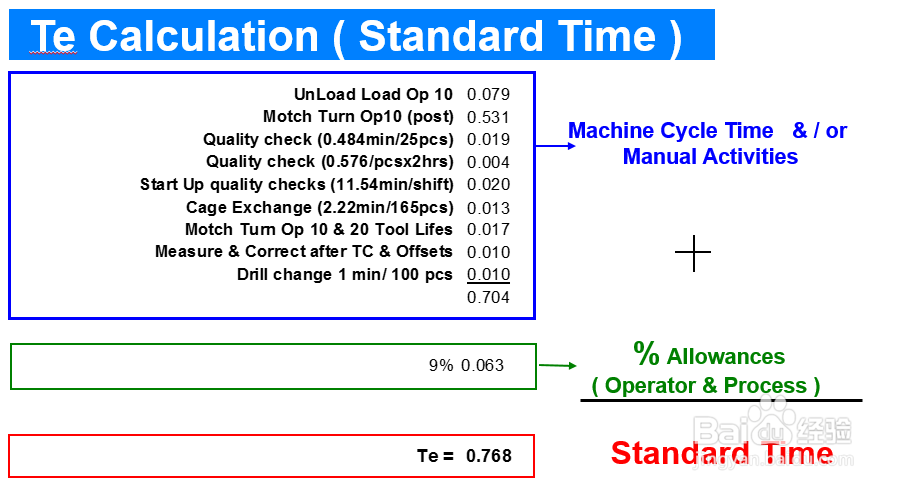
6、最终形成的时间就是各工位时间。
7、根据以上一天产能的计算结果为:2*560/0.51=2196件。减去不合格数量,最终得到合格产品数量。
声明:本网站引用、摘录或转载内容仅供网站访问者交流或参考,不代表本站立场,如存在版权或非法内容,请联系站长删除,联系邮箱:site.kefu@qq.com。
阅读量:125
阅读量:47
阅读量:155
阅读量:28
阅读量:98