灰铸铁PCBN刀具加工方案(新型粗、精工艺)
1、铸铁是人类最早使用的金属材料之一。从铁器时代至今,铸造技术在不断的提升,铸铁的性能也在不断的提高,这使它可以满足越来越多的领域的需求。20 世纪 80 年代初,各种大、中型机械设备的生产需求逐渐增加,铁路、桥梁等设施的建设对铸件材料需求也不断增大,使得铸铁材料的需求量飞速提高;一辆汽车自重约 10%是由铸铁件组成,汽车行业的稳健发展也使得铸造行业得到了持续的创新。统计了近几年全球铸件产量情况,2013 年全球铸件产量共计 10323 万吨,相比 2012 年增长了 240 万吨,涨幅 2.4%,比 2012 年 2.3%的涨幅略微提高。而我国在铸件排行中始终居于榜首位置,如表 1.1 所示。在所有铸件当中,灰铸铁件的占比最大,达到了总量的 45%以上,灰铸铁凭借其良好的铸造性、批量规模大、成本低廉等优势,在大、中型机械设备和汽车等行业中具有不可撼动的地位。

2、铸铁按照其断口特性,又可分为灰口铸铁(灰铸铁)、白口铸铁、麻口铸铁。灰铸铁的碳分主要以片状石墨形式出现,少量以 Fe3C 形态存在,断口呈灰色,基体形式为:铁素体、珠光体、珠光体加铁素体。石墨和基体组织是灰铸铁的主要成分。
3、加工灰铸铁刀具选择
随着人们质量意识的不断提高,对产品零部件的加工精度要求也不断提高。一些传动部件制动面的表面粗糙度要求很高,可达 Rz3.2 以下,一些关键区域甚至高达 Rz1.6以下。

4、目前,为了得到这样精度非常高的灰铸铁材料零件时。通常最终的加工工序为磨削加工。而磨削加工的加工效率并不高,并且存在着粉尘污染等一系列问题。为了提高生产效率,一些人把目光转移到了使用车削加工代替磨削当中。 车削用刀具材料有很多,目前市场上使用最多的是硬质合金刀具,切削铸铁材料的钨钴系列(K 类,YG 类)硬质合金刀具自 20 世纪二三十年代诞生以来,一直被广泛应用。硬质合金刀具凭借其良好的实用性能,可以适用于大部分的粗、半精加工。但是它不能满足现代高精密加工的要求。其适用的切削速度通常只在 200m/s 以下,其加效率紧为 CBN 等超硬刀具材料的 40%左右。陶瓷材料凭借其优异的耐高温性能,成为应用前景较好的刀具材料之一,使用陶瓷刀具加工灰铸铁,可以得到非常理想的加工精度,并且随着切削速度的提高,加工效率也有显著的提高。但是陶瓷材料的强度和抗震性能较弱,在高强度的切削冲击下,非常容易发生崩刃甚至碎裂的情况。特别是在切削灰铸铁材料中硬质点时,刀具极易发生崩损。这极大的限制了陶瓷刀具的加工寿命。而在刀具寿命方面,聚晶体立方氮化硼(以下简称 PCBN)刀具有着巨大的优势,可以达到陶瓷刀具的 2~3 倍,其具有较高的硬度和耐磨性,较高的热稳定性,优良的化学定性,优异的导热性和较低的摩擦系数。这些优点使得 PCBN 刀具成为未来制造业非常有潜力的刀具。
5、虽然使用 PCBN 刀具可以解决以上这些灰铸铁加工现存的问题,但是针对灰铸铁的精密加工,选用什么样型号的 PCBN 刀具,刀具的形状参数如何设定,加工参数如何制定等,这些方面目前的研究太少,还需要有针对性的进行研究。硬质合金刀具在 20 世纪出现,代替了二分之一的高速钢,使得机械加工领域耳目一新;PCBN 刀具也必将在21 世纪给机械领域带来革命性的变化。
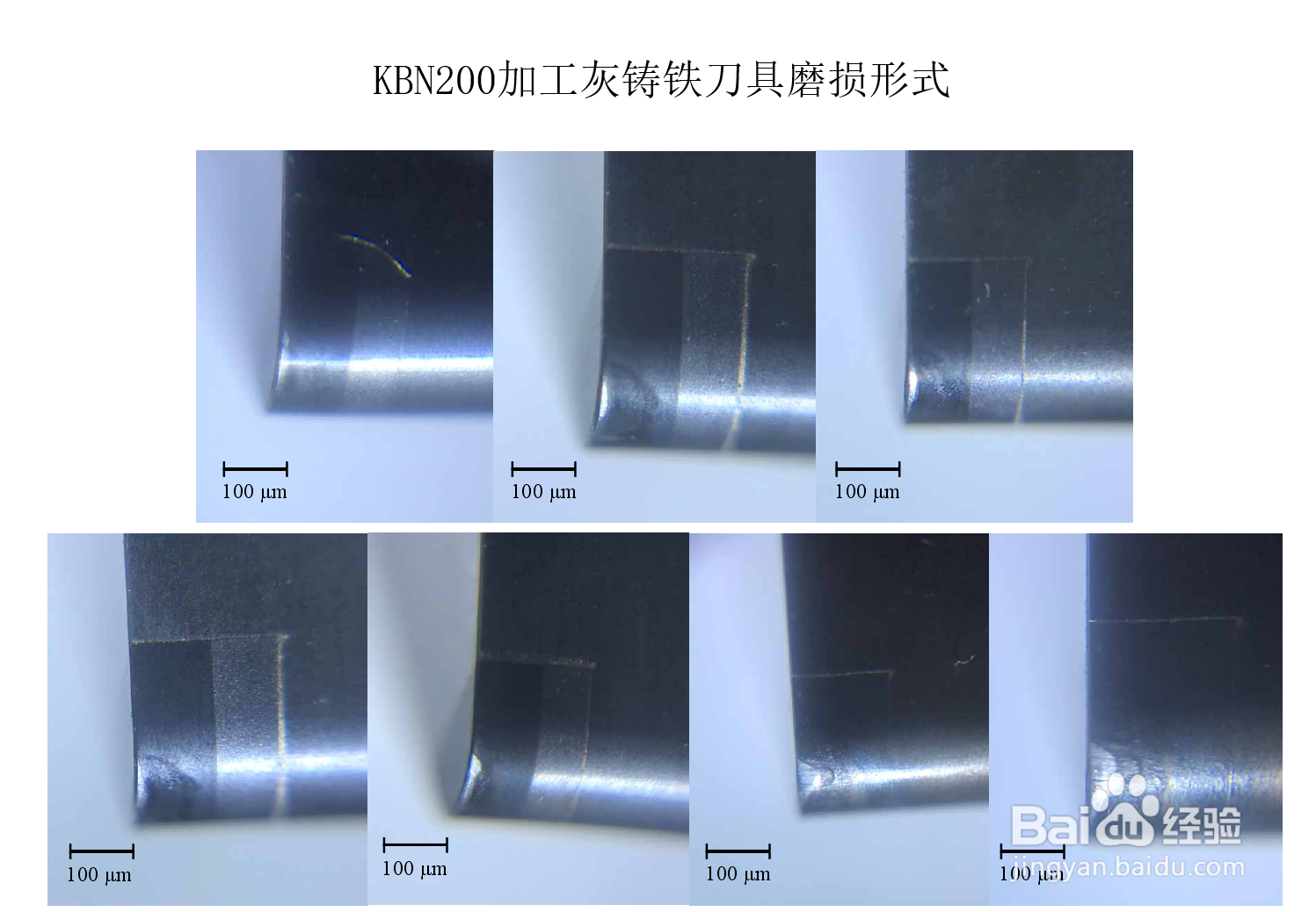
6、PCBN 刀具主要用来加工淬火钢、铸铁和耐热钢,目前 PCBN刀具切削淬火钢的研究相对较多,加工工艺、加工参数方面的技术也比较成熟,世界各大刀具公司都有专门针对淬火钢加工的 PCBN 刀具,例如日本住友公司的 BNC160 系列,三菱公司的 MB835 系列,中国维克刀具的KBN200系列刀具等等。“以车代磨”、“以铣代磨”、“干式切削”等技术已经广泛的应用在了淬火钢的加工当中,即提高了加工效率与加工质量,也为环保化做出了工序,这些给淬火钢的加工带来了革命性的改变。 针对铸铁加工中国维克刀具的KBN600、KBN200已经可以与国际品牌寿命相抗衡,具有更优的性价比。
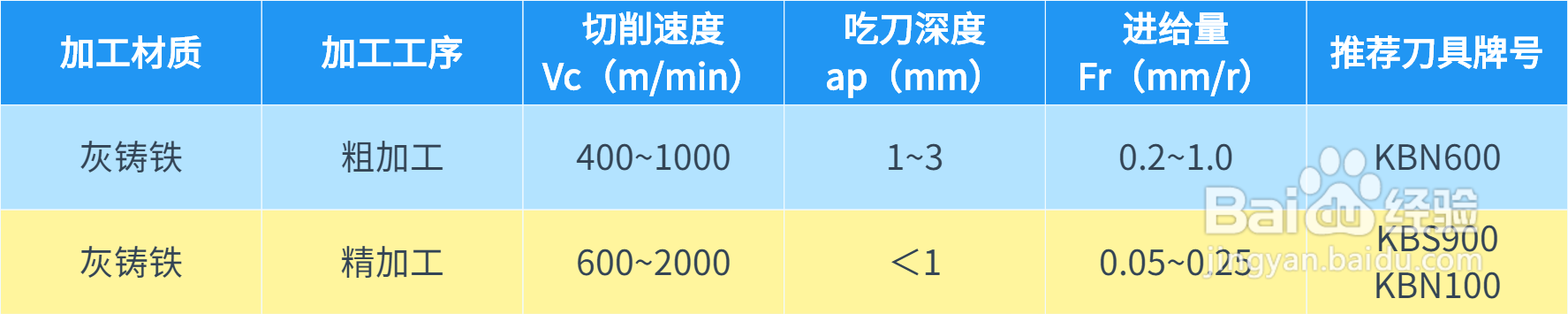
7、加工工艺参数对比

8、加工工艺时间对比

9、结论:
(1) 使用 PCBN 刀具精车灰铸铁工件可以得到与磨削加工相同,甚至更好的表面粗糙度。
(2) 使用 PCBN 刀具精车灰铸铁工件,形状误差与磨削加工基本相同,但行为误差由于同一道工序加工的原因,要远高于磨削加工。
(3) 使用 PCBN 刀具精车灰铸铁工件,代替原有的车削加磨削工艺,可以提升加工效率 3 倍以上。