钣金冲压件折弯计算公式
1、 产品展开原则其实,产品需要得到原始尺寸,需要真正计算的部分只有变形区域(折弯位置)。其余平面尺寸不变,因此无需计算。通常将折弯位置需要计算的长度称为:补偿量,用字母K表示。
产品展开尺寸=直段+直段+补偿量

2、补偿量K计算方法
不同材料、不同料厚、不同角度、不同折弯内圆弧对补偿量的影响都非常大,在计算时需要进行全方位考虑。补偿量并非固定不变,而是通过多年的模具实践总结出来的一套公式。在产品的折弯过程中,靠近内侧材料与靠近材料外侧变化为,内侧压缩、外侧拉伸。将这区域称为:中性层,用字母λ表示。

3、中性层计算方法
中性层位置的选择需要根据不同的情况确定,通常按:料厚、折弯角度、折弯内圆弧进行取值各种计算方法如下表:

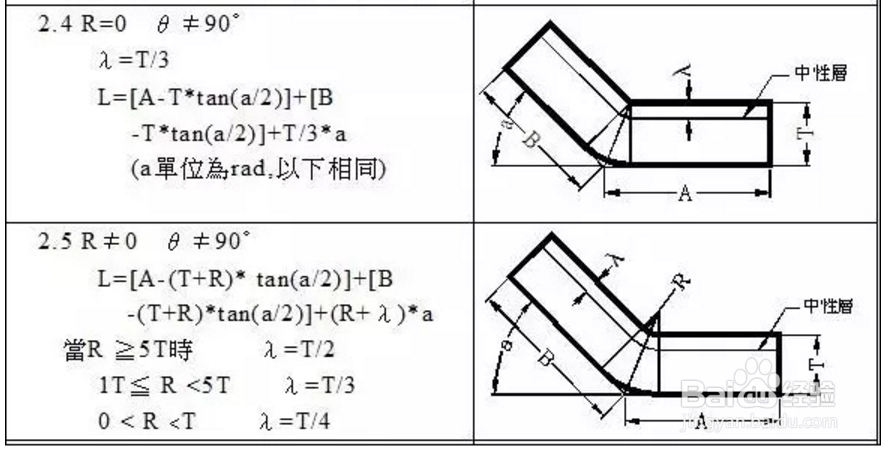
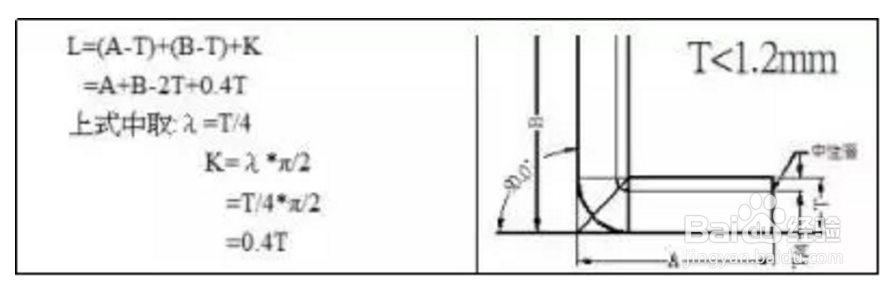
4、中性层、补偿量计算公式
5、 中性层、补偿量计算公式例:某产品折弯角度为90°,测量折弯内R为尖角,材料厚度为0.5,则该折弯位置补偿量是多少?
6、 以上公式为钣金冲压件通用计算公式,需要灵活运用,通常结合折弯工艺进行计算,而并非生搬硬套。这也是为什么很多朋友有公式,计算出来总差距较大的主要原因。
声明:本网站引用、摘录或转载内容仅供网站访问者交流或参考,不代表本站立场,如存在版权或非法内容,请联系站长删除,联系邮箱:site.kefu@qq.com。
阅读量:98
阅读量:100
阅读量:179
阅读量:74
阅读量:144