处理广数系统的加工中心M6指令不执行不换刀故障
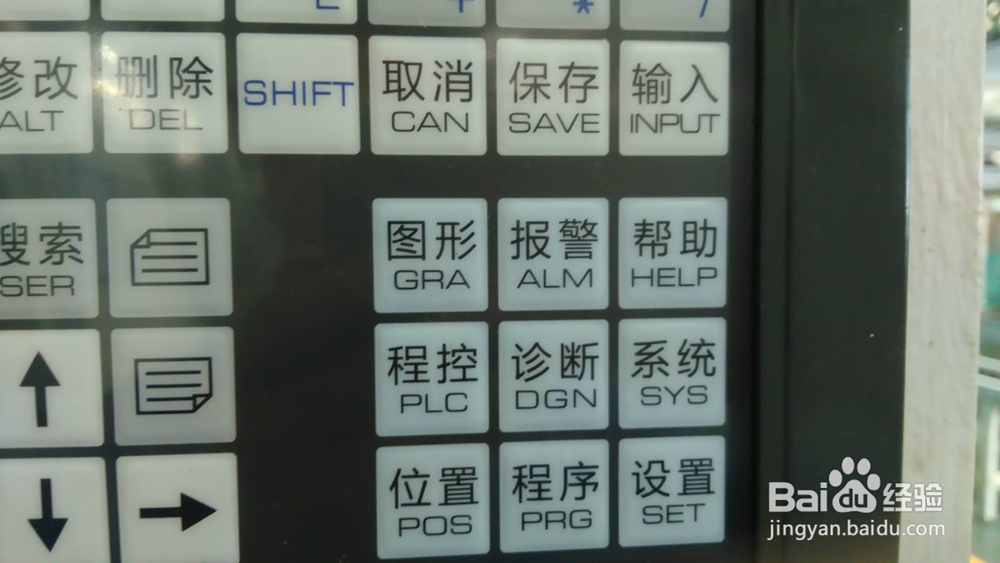
1、在MDI模式下,按SET键,在画面中输入1,把参数开关打开

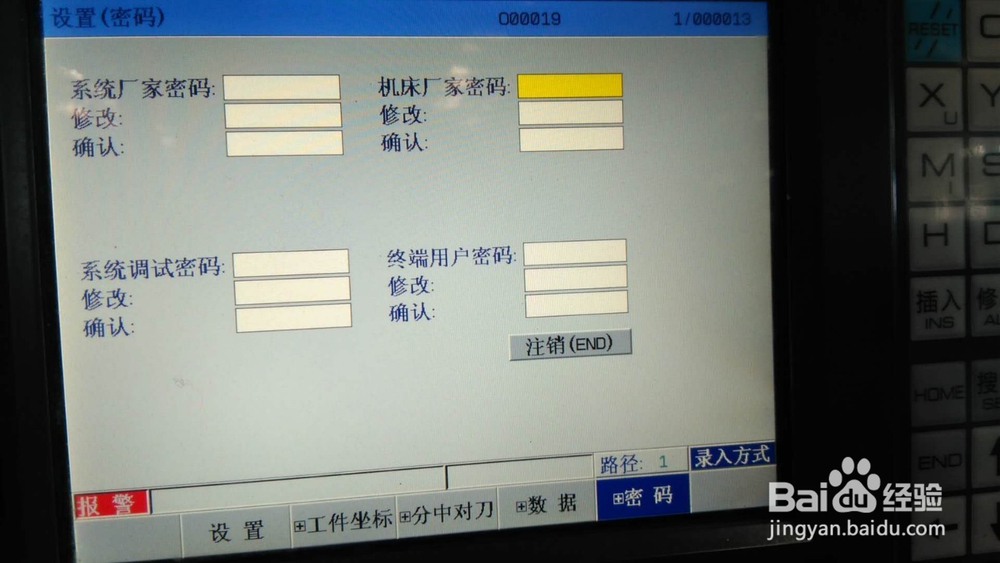
2、按对应屏幕底部“密码”的键,进入密码画面,输入”admln”,按确认键,屏幕左下角会显示”密码正确”
3、按”程控”键,再按屏幕底下对应”PLCPAR”键,进入K参数画面。注意,现在要改K参数,先把这个画面拍照保存。以防改错好还原

4、移动光标,把K10.7,K10.6分别改为"1",按"保存"键。注意,按上下键光标是一排整体移动,按左右键才可以选择K10.7,K10.6,才可以输入"1"。

5、按"机床回零点"键,再按'刀库回零"键,这时刀库已经回零。

6、按"MDI"键,再按"程控"键,回到K参数画面,把K10.6,K10.7改回"0",按"保存"键保存。机床停止调试。再把参数开关关掉就可以进行换刀操作了
声明:本网站引用、摘录或转载内容仅供网站访问者交流或参考,不代表本站立场,如存在版权或非法内容,请联系站长删除,联系邮箱:site.kefu@qq.com。
阅读量:151
阅读量:120
阅读量:167
阅读量:107
阅读量:100