钻床夹具的设计思想方案
1、熟悉已知的加工图纸,明确设计任务。例如下图:
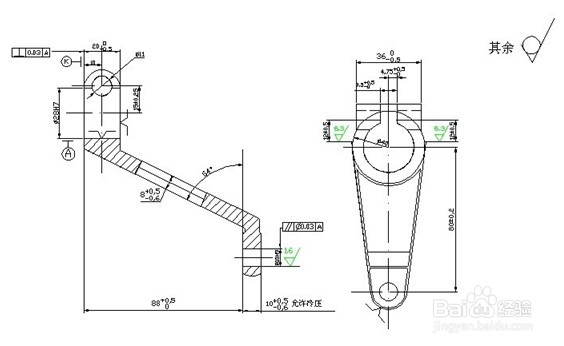
图为钻孔Φ10H9的工序简图。已知:工件材料为45钢,毛坯为模锻件,所用机床为Z525型立式钻床,成批生产规模。试为该工序设计一钻床夹具。
2、确定定位元件
根据工序简图规定的定位基准,选用定位销和活动V形块实现定位,并进行验算此方案的可行性。
经计算,定位孔与定位销的配合尺寸取为Φ28 H7/g6。对于工序尺寸()而言,其定位基准与工序基准重合Δjb=0;
其定位基准位移误差Δjw=(0.021+0.013+0.007)=0.041mm;其定位误差Δdw=0.041mm, 它小于该工序尺寸制造公差0.4的1/3,证明上述定位方案可行。

3、确定导向装置
本工序需对工件钻孔的加工,才能达到工序简图上规定的加工要求(φ10H9,80±0.2),又为大批量生产,故此夹具选用可换钻套4作导向元件。
选用标准钻套高度H=28mm,排屑空间高度h=d=10mm
4、确定夹紧机构
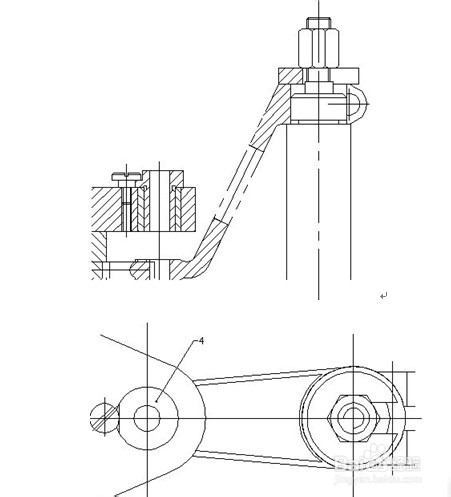
针对其生产的工艺特征,此夹具选用螺旋夹紧机构夹压工件。装夹工件时,先将工件定位孔装入定位销2上,接着向右移动V形块8使之与工件小头外圆靠紧,实现定位;然后在工件与螺母4之间插上开口垫圈。拧紧螺母夹紧工件。
5、确定其他装置
为提高工艺系统的刚度,为提高工艺系统的刚度,在工件小头的孔端面设置一辅助支承6,画夹具体,将上述各种装置组成一个整体。
6、 画夹具装配图
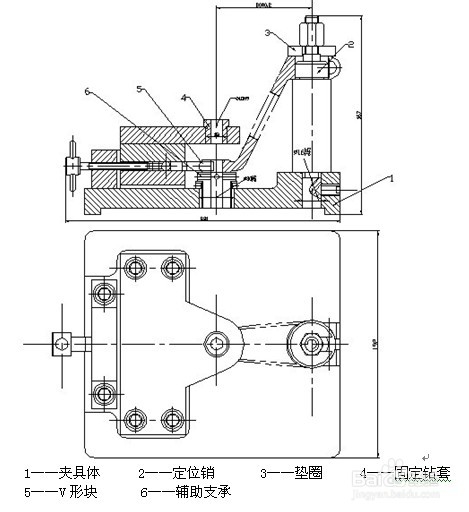
7、在夹具装配图上标注尺寸、配合及技术要求
(1). 据工序简图上规定的两孔中心距要求,确定钻套中心线与定位销中心线之间的尺寸取为(80±0.05)mm,其公差值取零件相应尺寸(80±0.2)mm公差值的1/4 , 钻套中心线对定位销中心线的平行度公差取为0.3mm 。
(2). 中心线与家具地面的垂直度公差取为0.03mm。
(3).考机床夹具设计手册,标注关键部位的配合尺寸:Φ21F7/n6、Φ16H7/g6、Φ28H7/r6,Φ30H7/r6。
8、完成设计,可实验性用于生产,及时发现不合理之处,做出优化修改