熟手介绍该如何操作半自动平面贴标机控制面板
1、控制系统
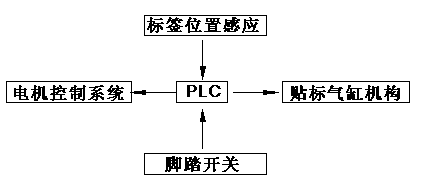
原理描述:贴标机是以PLC为核心,接收信号和控制各系统工作。见上图,当踩动“脚踏开关”后,脚踏开关将启动信号发给PLC,PLC依照设定的程式进行处理,再启动“电机控制系统”,实现剥标和送标工序,在此同时,“标签位置感应”(又称为测标电眼)会时刻关注标签走过的距离,当前进了一张标签的距离后,“标签位置感应”会立即将此信号传给PLC,同样,PLC会依照设定的程式进行处理,对“电机控制系统”发出停止信号并同时启动吸标和覆标系统,完成一次剥标和贴标过程。
2、触摸屏系统
开机界面(如下图所示)
点击“进入系统”按钮即可进入下一页面。

3、选择界面
点击各按钮即可进入相对应的页面。
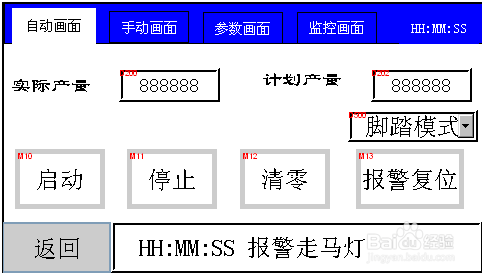
自动界面(如下图所示)
1.实际产量:实时记录机器生产产品的数目。
2.计划产量:输入要生产产品的数目,生产数一到,机器停止工作。
3.电眼模式:选择机器是否是测物电眼启动机器。
4.脚踏模式:选择机器是否是脚踏开关启动机器。
5.启动:按下此按钮,机器将工作。
6.停止:按下此按钮,机器停止工作。
7.清零:按下此按钮,清除机器生产所计数目。
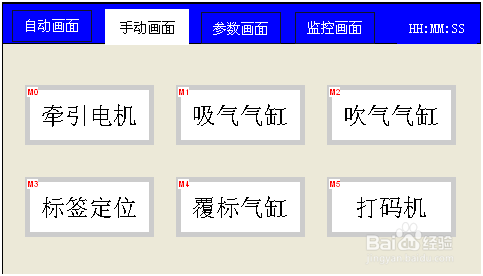
4、手动界面(如下图所示)
按下各按钮,相应功能动作。
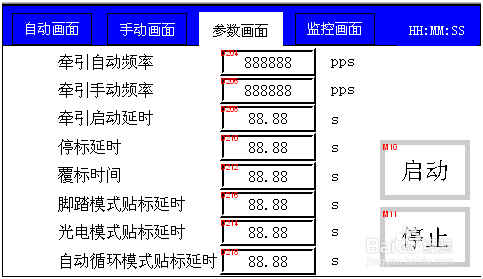
5、参数设置(如下图所示)
1. 测物延时:测物电眼检测到物品延时启动机器的时间。
2.牵引启动延时:指覆标气缸覆完标,延时启动牵引电机的时间。
3.覆标时间:指覆标气缸覆标的时间。
4.“停标延时”,设定从测标传感器检测出标完成一张后,延时停止出标的时间,任何模式有效,(0.0≤设置值≤32.767单位:秒);
5.“牵引自动频率”,设定牵引电机自动运转速度,(100≤设置值≤30000单位:PPS);
6.“牵引手动频率”,设定牵引电机手动运转速度,(100≤设置值≤30000单位:PPS);
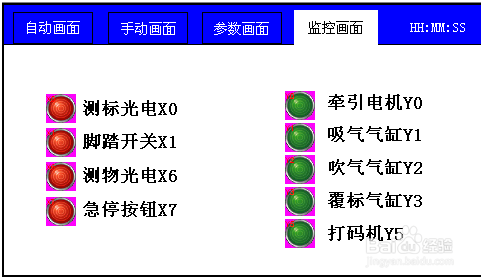
6、I/O监控(如下图所示)
手动操作
1、首先要将“手动/自动开关”处于手动状态,然后结合“点动开关”使用。
2、手动操作多用于调试时使用,用于标纠正标带等。
自动操作
1、首先要将“手动/自动开关”处于自动状态,然后结合“脚踏开关”使用。
2、自动操作多用于调试好后使用,包括出标位和被贴位。