FANUC0i Mate-MC数控系统铣床对刀方法
1、将模式选择旋钮旋到“MDI” (手动数据输入操作),输入“M03 S400”(转速一般350-400r/min)

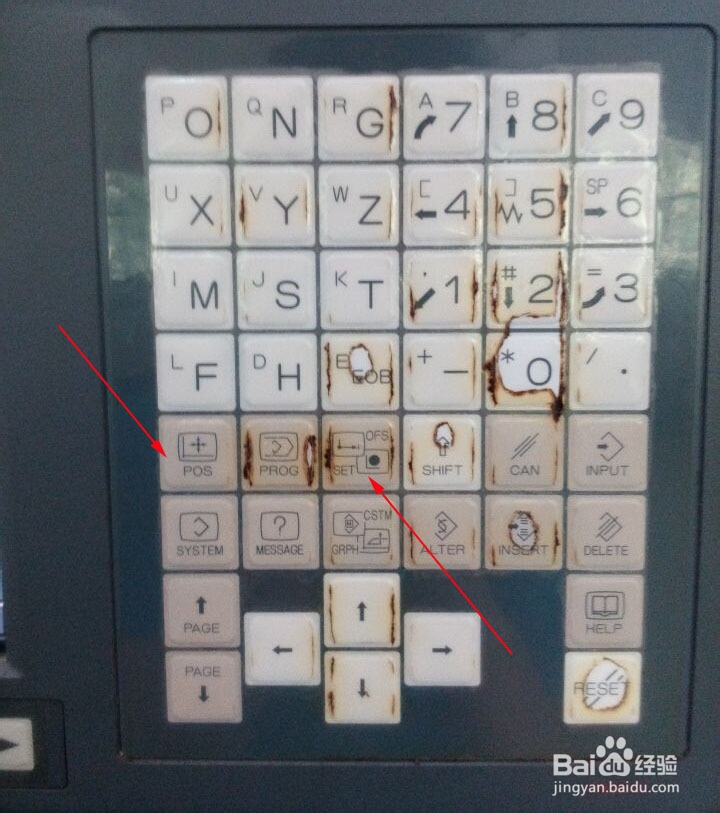
2、将模式选择旋扭到“手轮”模式,按编辑面板的“POS”键(位置显示键);再按“相对”功能键。启动主轴。

3、X向对刀
通过手轮移动刀具,使刀具移动到工件的右边(X-),注:往下移动不触碰到工件的位置),刀具往下移动至刀尖刀刃低于工件表面(Z-),往左边(X+)移动使刀具轻碰工件。将刀具刀尖刀刃抬高至工件表面以上(Z+)。图为当前的X向相对坐标。

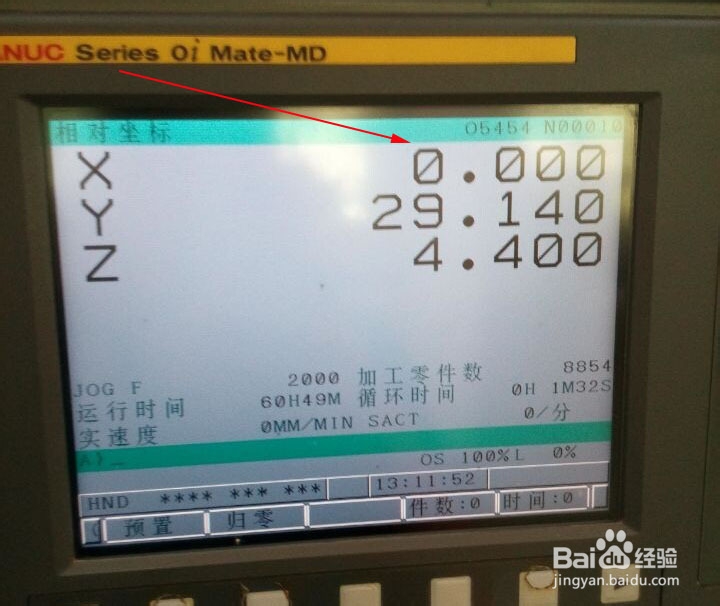
4、输入“X”键,再按“归零”功能键。X归零后如图:
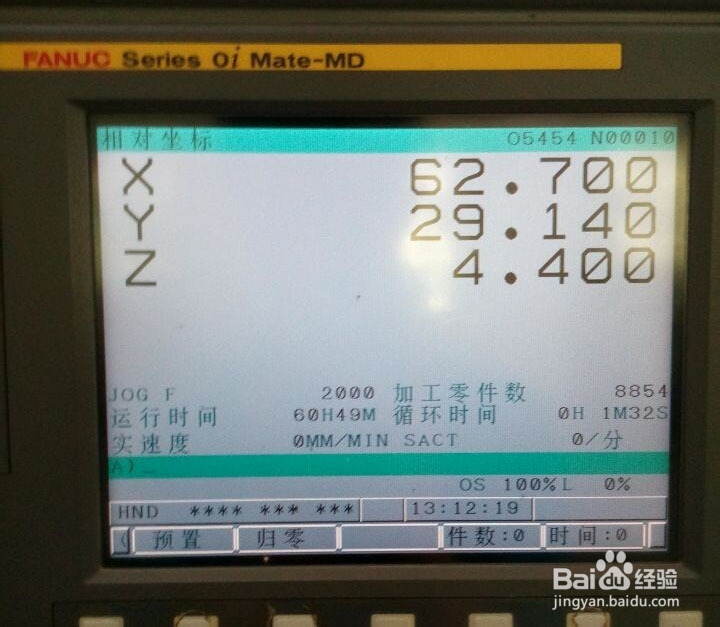
5、将刀具移动到工件的左边(X+),刀具往下移动至刀尖刀刃低于工件表面(Z-),往右边(X-)移动使刀具轻碰工件。将刀具刀尖刀刃抬高至工件表面以上(Z+)。记录此时屏幕显示的X相对坐标,如:62.7,并将该值除以2。
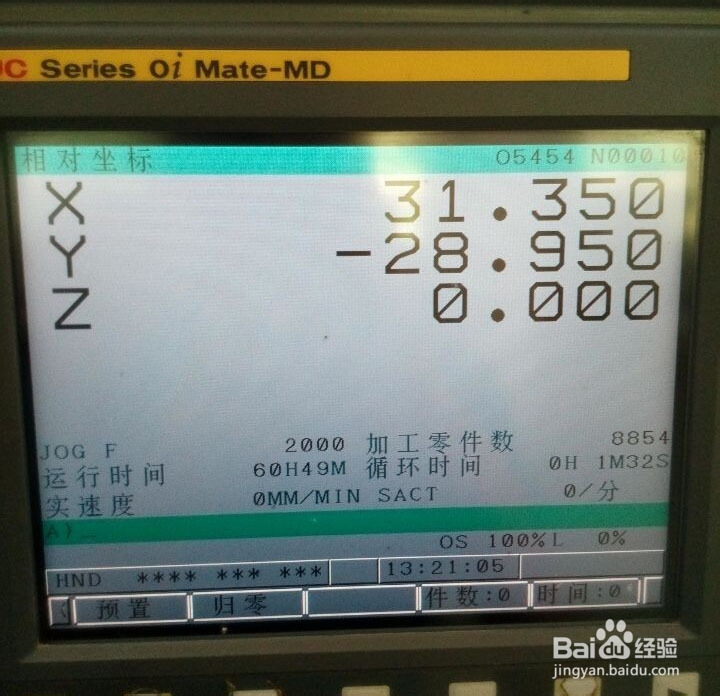
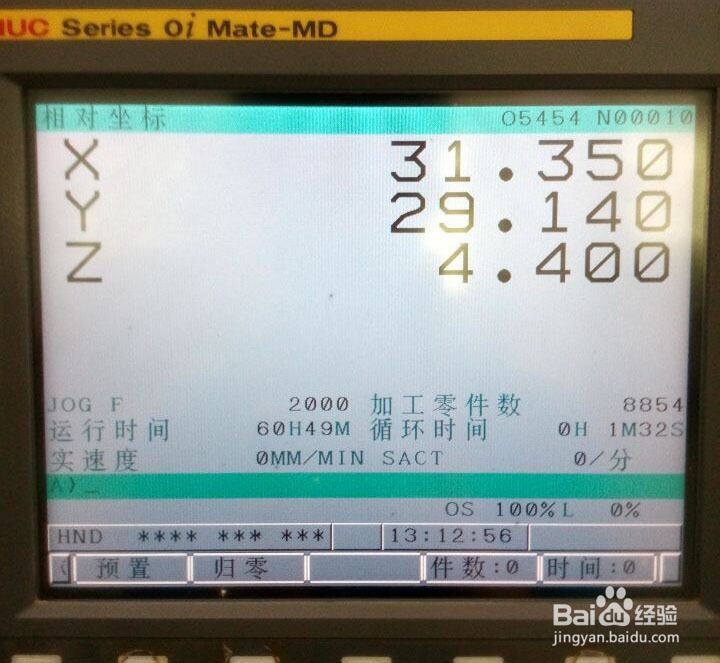
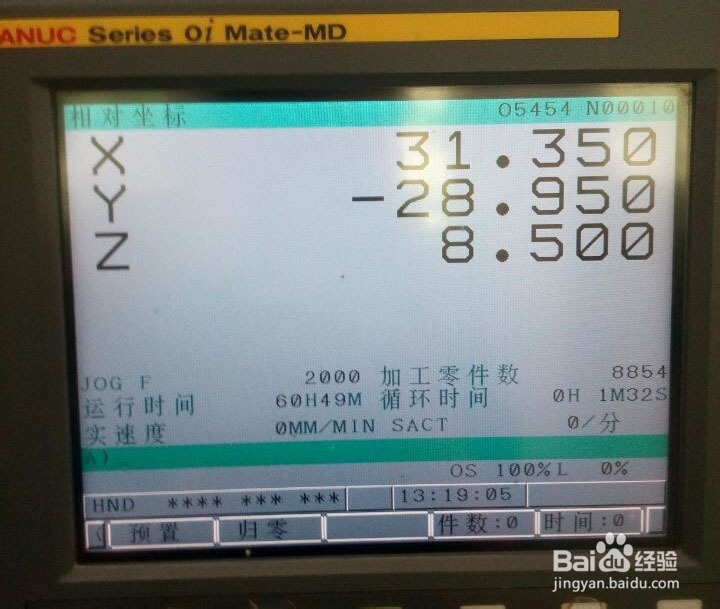
6、调整手轮倍率,将刀具移动到相对坐标X=31.35指示的位置。
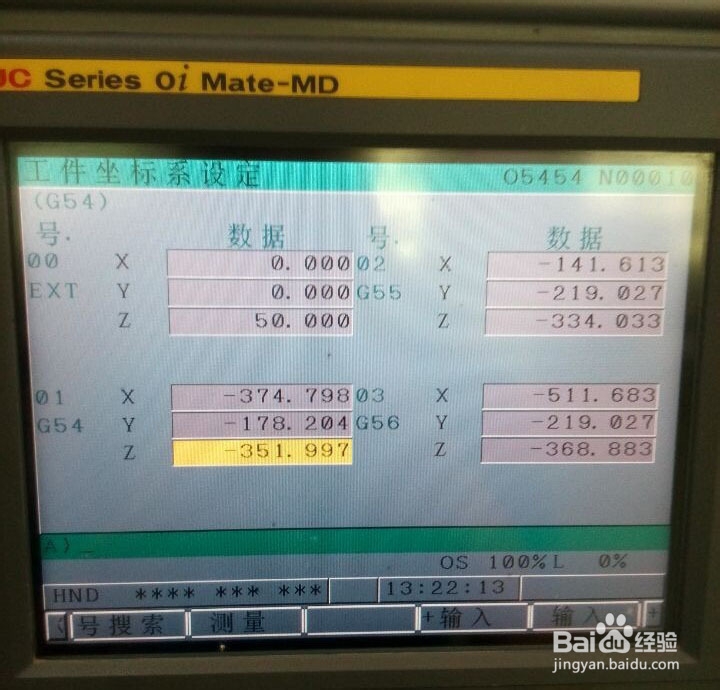
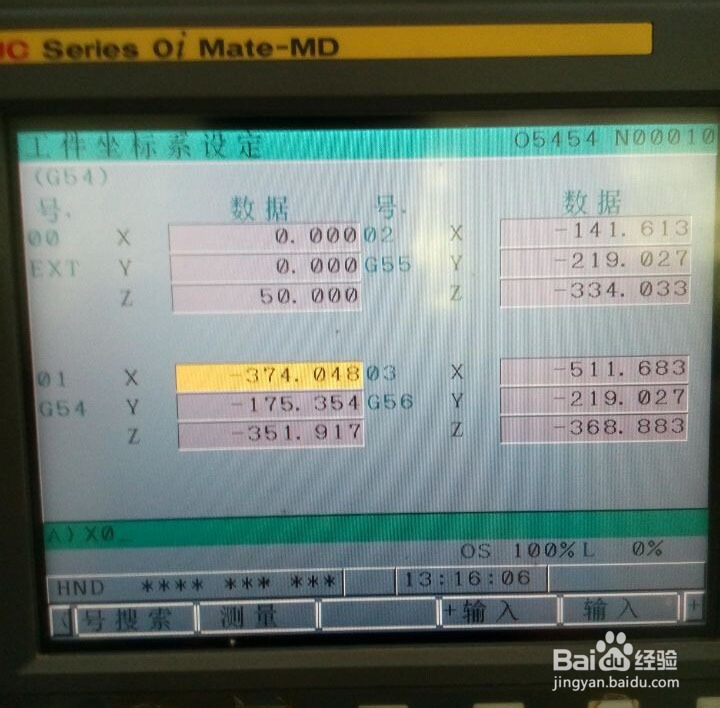
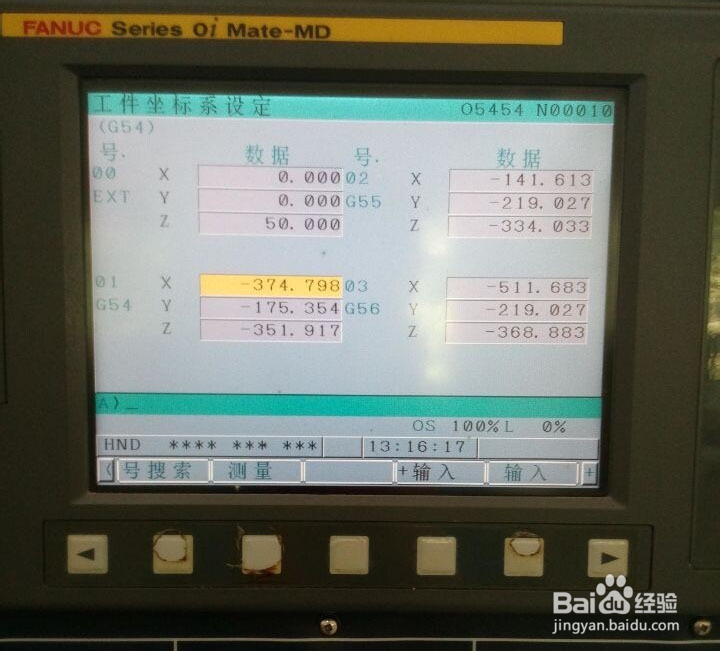
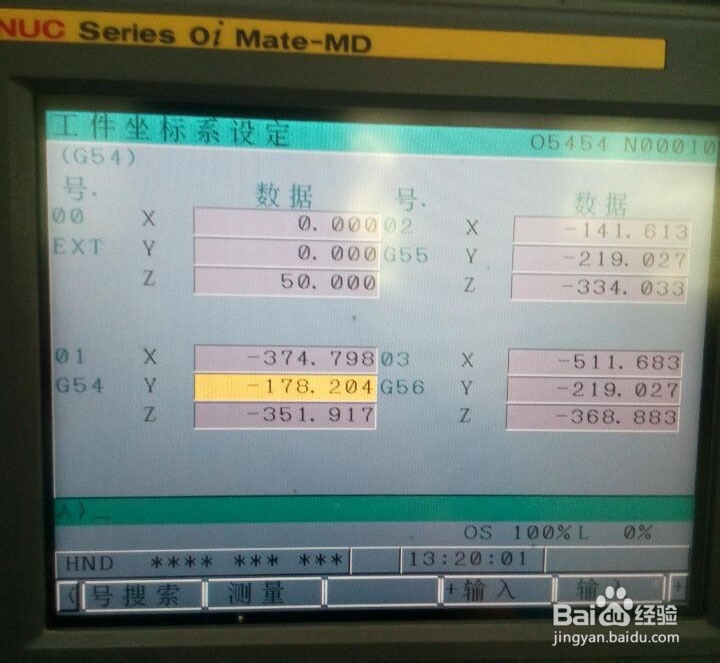
7、按OFS SET键(全称:OFFSET SETING,参数设定显示键,再按“坐标系”功能键,将光标移动到G54的X位置,输入X0。按“测量”功能键,G54中的X值会改变,图中X=-374.798即为工件原点相对于机床原点所在X向的坐标值。
8、Y向对刀
按编辑面板的“POS”键;设定Y向工件原点,过程类似于X向原点的设定。
过程重复,此处省略。图1为Y向工件原点的相对坐标。图2中Y=-178.204即为工件原点相对于机床原点所在X向的坐标值。
9、Z向对刀
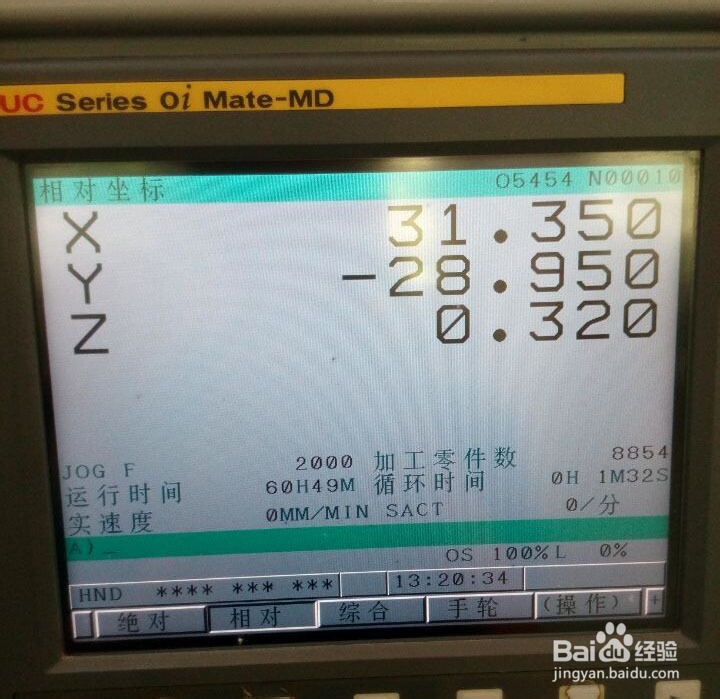
观察工件表面最低点(不平滑的表面可用),将刀具移动到工件最低点的上方,
调整手轮倍率,通过手轮移动,使刀具轻碰工件表面。图为刀具轻碰工件表面的Z向的相对坐标。
10、按OFS SET键,再按“坐标系”功能键,将光标移动到G54的Z位置,输入Z0,按“测量”功能键,G54中的Z值会改变,图中Z=-351.997即为工件原点相对于机床原点所在Z向的坐标值。
将Z向上升至相对安全的高度。
对刀完成后X、Y、Z向相对坐标和工件原点相对于机床原点的坐标值如下: