9-3 零件的常用结构及尺寸注法
1、铸造圆角:
为了便于铸件造型时拔模,防止铁水冲坏转角处、冷却时产生缩孔和裂缝,同时防止脱模时砂型落砂,将铸件的转角处制成圆角,这种圆角称为铸造圆角。
注:圆角半径可从设计手册中查出,一般为壁厚的0.2~0.4倍,在技术要求中统一注写,如“未注明圆角为R3~R5”。

2、拔模斜度:
用铸造的方法制造零件毛坯时,为了便于在砂型中取出木模,一般沿木模拔模方向做成约1:20的斜度,叫做拔模斜度。
注:铸造零件的拔模斜度较小时,在图中可不画、不注,必要时可在技术要求中说明。斜度较大时,则要画出和标注出斜度。



3、铸件壁厚:
用铸造方法制造零件的毛坯时,为了避免浇注后零件各部分因冷却速度不同而产生缩孔或裂纹,铸件的壁厚应保持均匀或逐渐过渡。
注:等壁厚铸件其壁厚有时在技术要求中注写,如“未注明壁厚5mm”

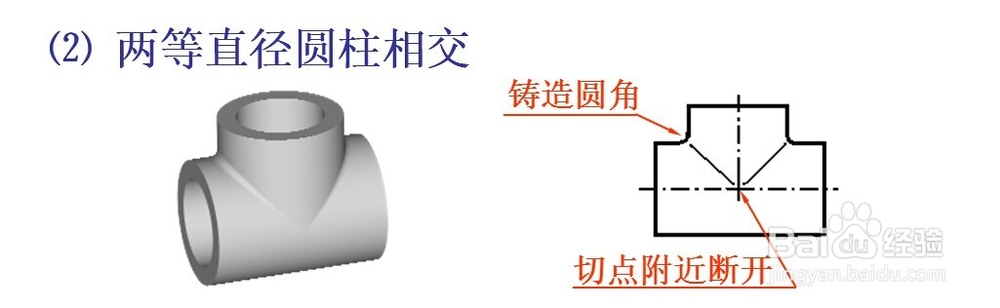
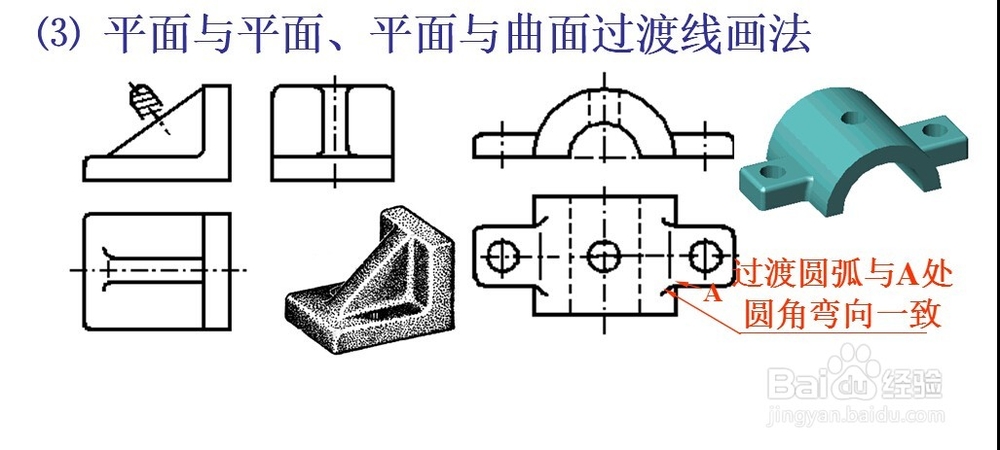
4、过渡线:
铸件及锻件两表面相交时,表面交线因圆角而使其模糊不清,为了方便读图,画图时两表面交线仍按原位置画出,但交线的两端空出不与轮廓线的圆角相交,此交线称为过渡线。
注:国家标准规定,过渡线用细实线绘制


1、倒角与倒圆:
1)为便于装配和操作安全,通常在轴及孔端部加工成倒角。
2)为减少应力集中,有轴肩处往往制成圆角过渡形式,称为倒圆 。
注:其中45*倒角应在倒角轴向尺寸数字前加注符号“C”,而非45*倒角的尺寸必须分别注出轴向尺寸和角度尺寸。

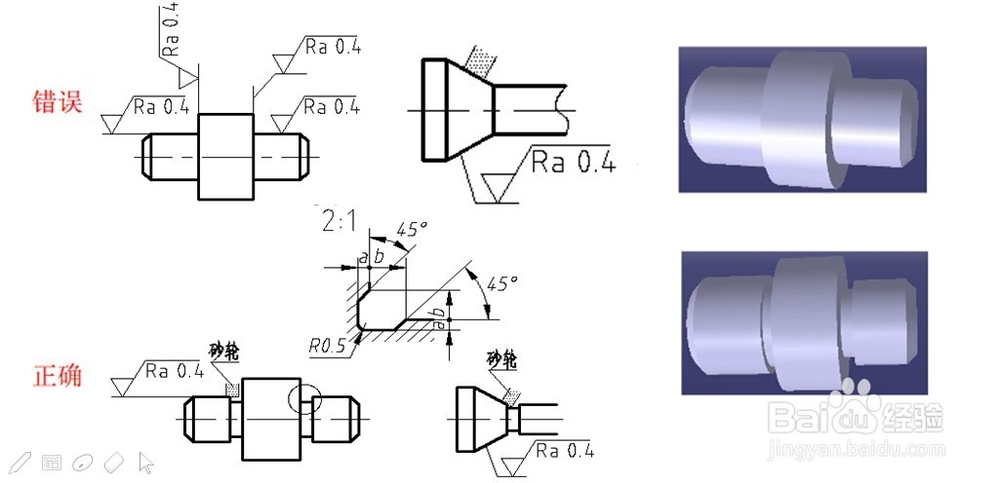
2、退刀槽和砂轮越程槽:
零件在切削加工中(特别是在车螺纹和磨削),为了便于退出刀具或使被加工表面完全加工,常常在零件的待加工面的末端,加工出退刀槽或砂轮越程槽。


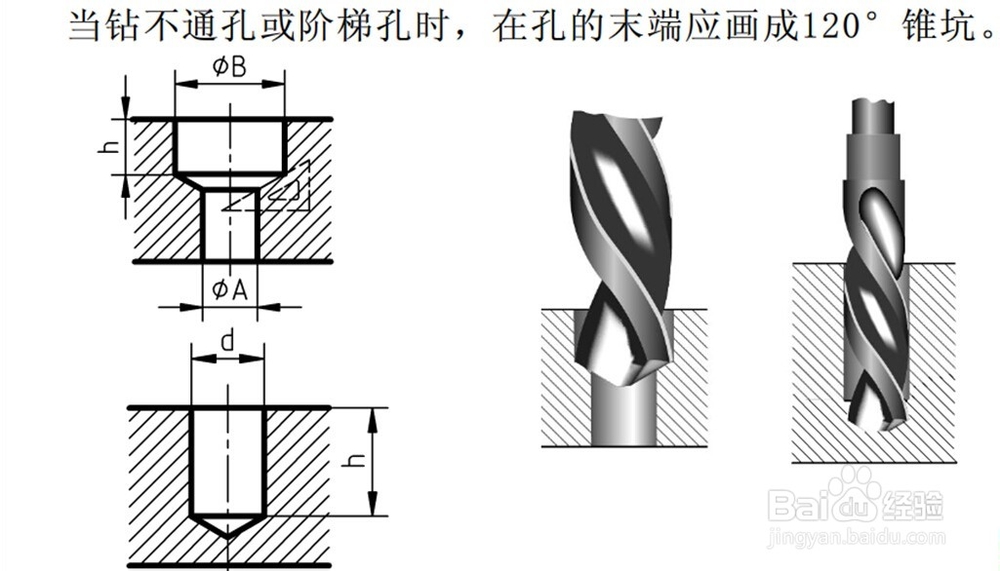
3、钻孔结构:
用钻头钻盲孔时,在底部有一个120*的锥角。钻孔深度指的是圆柱部分的深度,不包括锥角。在阶梯形钻孔的过渡处,也存在锥角120*的圆台。对于斜孔、曲面上的孔,为使钻头与钻孔端面垂直,应制成与钻头垂直的凸台或凹坑。

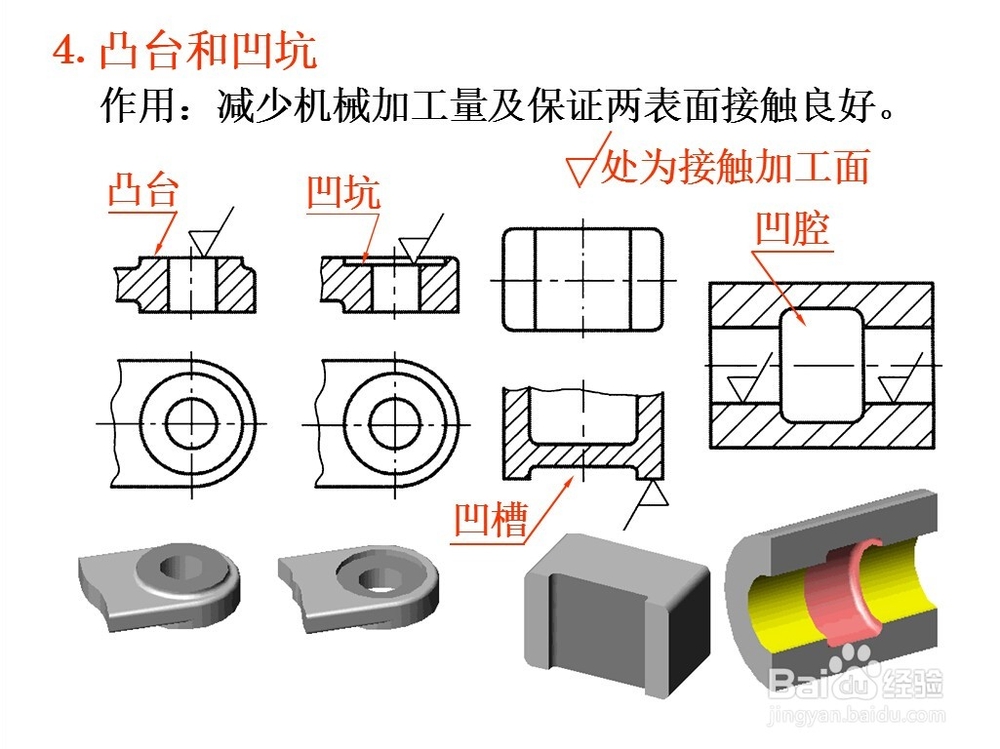
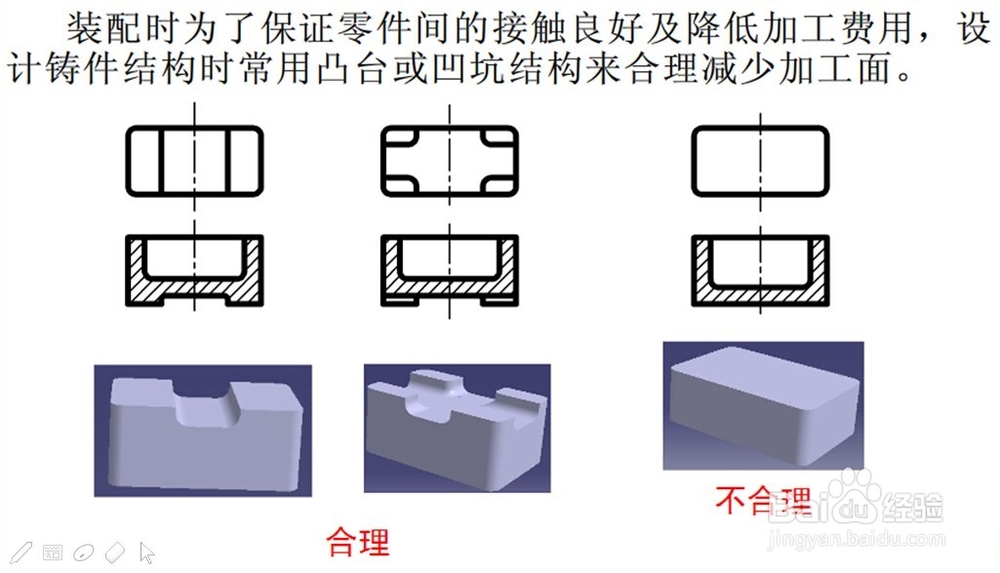
4、凸台和凹坑:
为使配合面接触良好,并减少切削加工面积,应将接触部位制成凸台或凹坑等结构。
5、滚花:
塑料嵌接件的嵌接面或用手转动的手柄、圆柱头调整螺钉的头部等常做出滚花。滚花有直纹和网纹两种形式,其画法及尺寸注法如图所示。

6、螺纹:
零件常用螺纹连接。螺纹的画法如图所示。

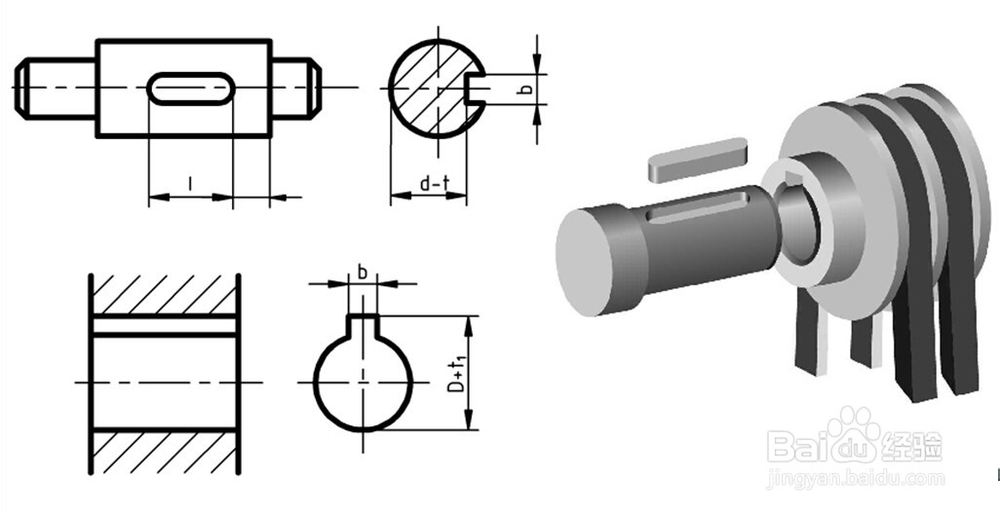
7、键槽:
轴和轮类零件常带有键槽,通过键可以传递动力和运动,键槽的画法如图所示。