数控车自学实例一(上)
1、这是图纸,虽然不清楚,但朋友们看完程序后,就知道大体个尺寸了,先进行右侧的加工。

2、用G99模式开始,M42低速起动,用T0202车端面。
分两刀进行,直至车到Z0.


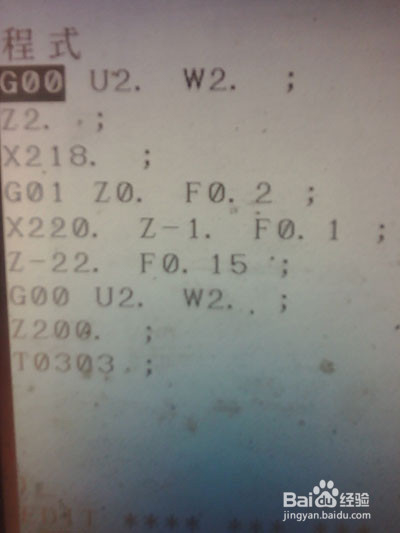
3、T0101;车外圆。
G00 X226 Z2;
G01 Z-22 F0.2;
G00 U2 W2;为了提高效率用G00;
Z2;
X222;
G01 Z-22. F0.2;
G00 U2 W2;
Z2;

1、车外圆用了三刀,这要看实际情况,毛料比较大所以用了三刀。
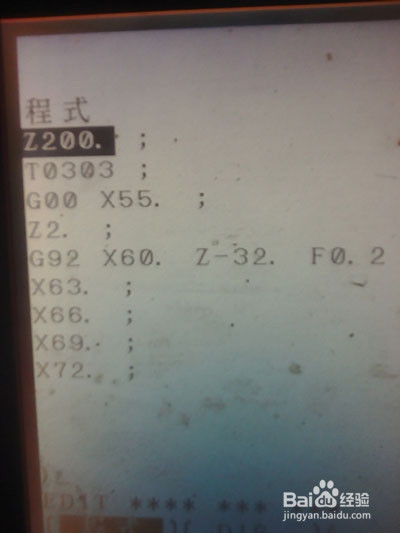
转换到T0303;
2、先扣除里面的台阶孔,第一步车削到Z-32,X81;
这里用的就是G92,前面学过的朋友就明白了,比G90的效率要高的多。
第二个G92 车削第一个台,最后车削到Z-25.1 X109;
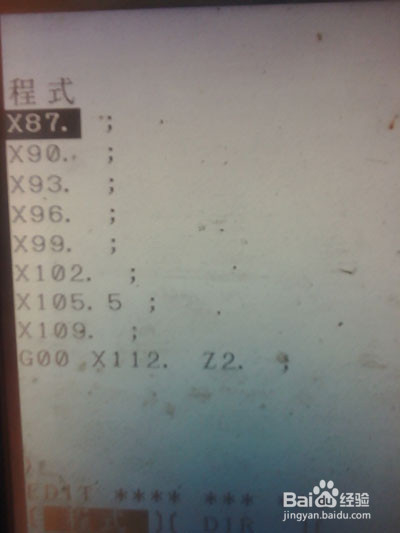
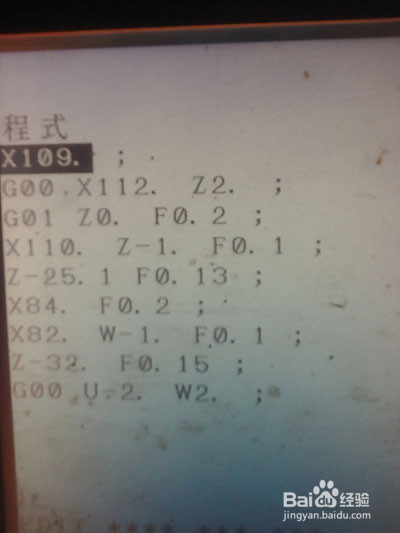
3、退出到端面X112 Z2的位置,再慢慢靠近Z0;
再倒一个到X110的C1的角,然后再精车到Z-25.1 ,车到第一个台的高度X84;
再到X82,w-1倒一个角,最后车到图纸要求的Z-31的数值。
G00 U-2 W2;一定要注意U是负值,不然撞刀。
G00 Z-200;退出。
声明:本网站引用、摘录或转载内容仅供网站访问者交流或参考,不代表本站立场,如存在版权或非法内容,请联系站长删除,联系邮箱:site.kefu@qq.com。
阅读量:164
阅读量:150
阅读量:46
阅读量:132
阅读量:73