30MW太阳能组件生产线项目书
1、一、建设规模
根据最合理配置计算,建立产能为30兆瓦,每年去掉节假日按照300天,每天20小时每台层压加固化一次完成30分钟两个班组工作计算,平均日产426块的太阳能电池组件封装生产线(以160W电池板为标准,年产约127800块)。

2、二、生产线设备组合
1、手动层压机(2台)一次层压2块板,手动上下料穿孔式。
2、全自动层压机(2台)一次层压4块板,全自动上下料穿孔式。
3、太阳能电池分选仪(1台)用来测试电池片。
4、EL缺陷检测仪(1台)用来检测电池片是否在正常范围内。
5、组件测试仪(1台)测试和记录电池片功率。
6、启澜激光激光划片机(1台)用来切割电池片。

3、三、辅助设备
1、焊接工作台(14台)单焊和串焊把电池片的焊接
2、叠层台(6台)电池组件层压之前,将玻璃、EVA、电池串、EVA、背板叠层并固定代(初测试)
3、待压周转车(6台)将叠层好的电池组件放置上面,等待层压
4、待装周转车(4台)将层压好的组件,放到上面等待装框
5、裁剪台EVA/TPT(1台)裁切EVA/TPT
6、电池片分选台(2台)把成包的电池片分选色差
7、(156)串焊模板(14台)串焊用(不含加热)
8、修边台(4台)修组件多余的胶
9、串焊电池片盒(100台)放串焊好的电池片装入盒中
10、串焊电池片放置架(8台)放串焊好的电池片装入盒
11、单焊预热模板(28台)焊接用的
12、(125)串焊加热模板(14台)串焊时用的加热模板
13、多角度观测架(4台)观测焊好的组件用
14、辅助工作台(2台)做准备工作用的台的
15、恒温电烙铁(50台)焊接汇流条用

4、按照每年工作6000小时计算,平均每年工作300天,每天20小时。主要设备加辅助设备配置(含税)2台2222型和2台2236型层压机,按全年300个工作日,每天两个班组轮换工作20小时计算,年生产能里30MW。

5、产品方案
产品可从1W—220W均可生产,但是为了能够不间断生产和适应市场需求,故生产160W—180W产品,产品如下表所示:
其中,其各种生产板型的比例按照层压机的工作效率来计算,为达到最大的工作效率,一年按30MW计算,则每年的产量的分配情况为:
160W/180W ——30M W/年,用125mm*125mm硅片生产,平均每天太阳能电池板的产出是480块

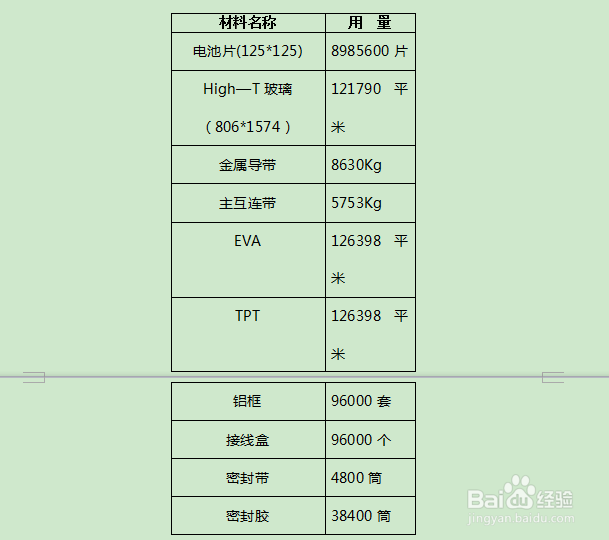
6、五、主要原材料供应
本项目生产每年所需要的主要原材料大概如下表所示:
组件生产线所需主要原材料
7、六、主要生产车间布置方案
关于组件生产车间:
厂房大小需要3500平方(不包括办公,仓库)需要(一天两班)
其中焊接需要建立一个常年25度的恒温室(500平方米)
组件测试需要一个密闭的25度的恒温室(80平方米)
8、七、车间要求
1、 电力要求;设备总功率315KW 不间断供电。
2、 生产车间要求干燥、少尘。
