RationalDMIS7.0 旋转测座的校正及使用
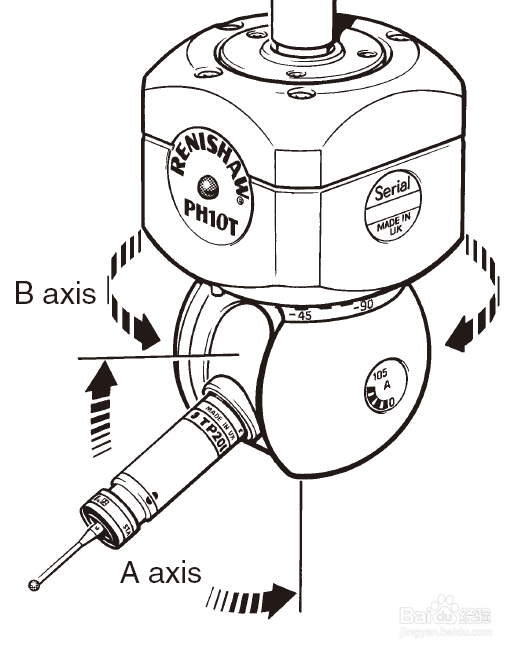
1、1. 测座找正
在安装旋转测座时,可能安装位置会有一些偏差,这会影响测头转换角度后自动校正的进行。所安装测座后要进行测座找正。找正的方法:
1) 在测座 0, 0 角度时用测杆找一个参照点。
2) 锁定横向移动轴,使之在使用操纵杆时不能运动。
3) 将测座转到 90, 0 角度。
4) 用操纵杆控制机器运动另外两个轴,用测杆找参照点。如果左右位置与参照点有偏差,则松开座固定螺钉,调整测座使测杆对正参照点。
5) 固定测座。
2、2. 正确输入测杆长度的重要性
CNC 的测量机使用旋转测座可以采用自动校正测头功能,但是必须正确的输入测杆长度。因为如输入的测杆长度不正确会在自动校正过程中碰测头。
“测杆长度”是指从宝石球中心点到测座的旋转中心的距离。可以用 0, 0 角度和 90, 0 角度时测量标准球球心点坐标的 X 轴或 Y 轴差值中计算得出。
3、3. 影响旋转测座精度的因素
旋转测座在校正多测头位置后,应该对多测头位置校正的准确性进行复核。方法是用校正后的测位置测量标准球,观察这些测头位置所测量的球心坐标的偏差。如果偏差在重复性指标内,其测头校的结果是正确的,否则需要重新校验。
一般情况下,如果出现不同测头位置测出的标准球球心坐标偏差大的情况,要仔细检查测座、测头测杆(测尖)、标准球的固定情况。决大多数的问题出现在这些地方
声明:本网站引用、摘录或转载内容仅供网站访问者交流或参考,不代表本站立场,如存在版权或非法内容,请联系站长删除,联系邮箱:site.kefu@qq.com。
阅读量:64
阅读量:154
阅读量:155
阅读量:79
阅读量:58