广州数控机床G71指令编程
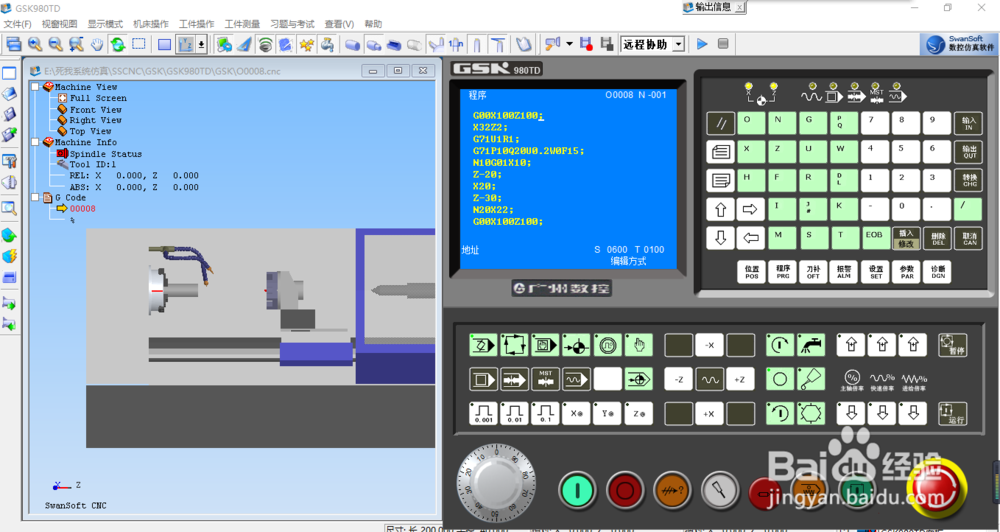
1、打开软件
2、G71粗车循环指令
适用于去除棒料毛坯的大部分加工余量
格式为:G71U_ R_
G71P_ Q_ U_ W_ F_
参数说明
第一行
U 表示背吃刀量(半径值)
R 表示退刀量
第二行
P表示精加工轨迹中第一个程序段号
Q表示精加工轨迹中最后一个程序段号
U表示径向(X轴)精车余量(直径值)
W表示轴向(Z轴)精车余量
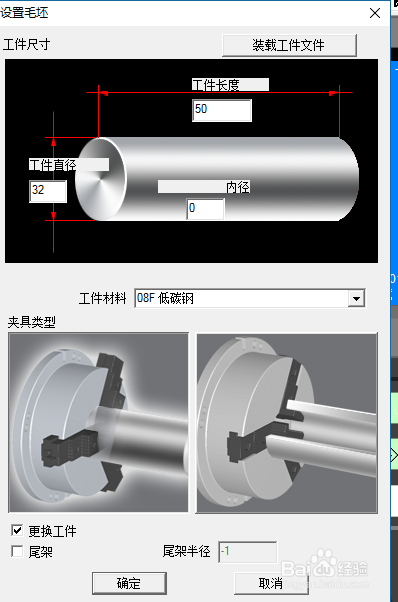
3、所有循环指令都需要制定循环点,循环点又叫起刀点,该位置一般定在毛坯直径+2,长度为2的位置,例如毛坯直径为30,循环点为X32,Z2.
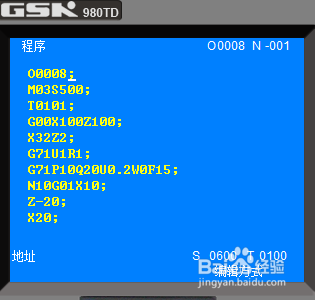
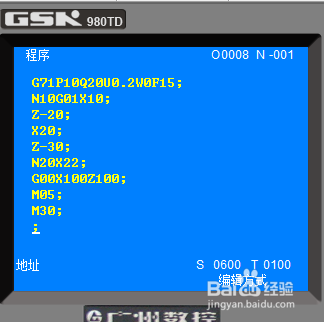
4、程序为例,图中第二行G71P10Q20U0.2W0F150的P10就是N10,Q20即为N20。并且保证能够对应上,U0.2为X轴精车余量,W0为Z轴余量,F150表示进给速度为150mm/min
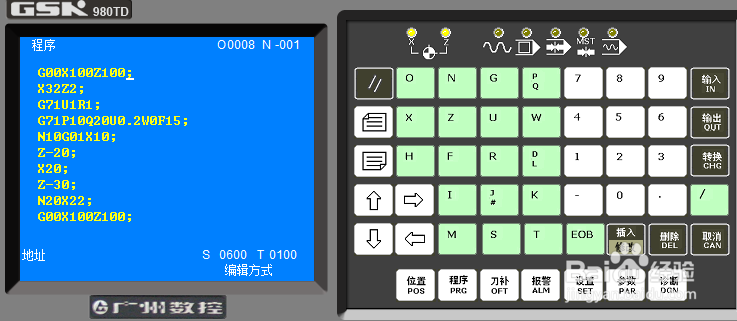
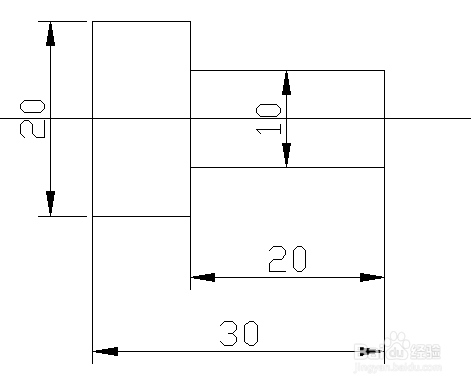
5、以上图的零件图纸为例,进行程序的编写、录入。
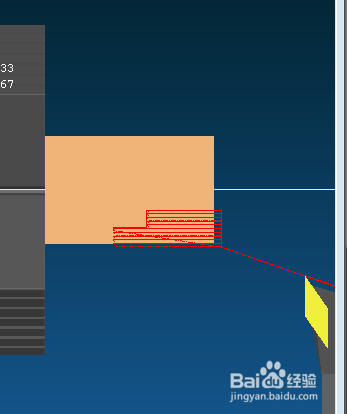
6、下图为加工的零件示意图,利用的编程为上图的编程。
声明:本网站引用、摘录或转载内容仅供网站访问者交流或参考,不代表本站立场,如存在版权或非法内容,请联系站长删除,联系邮箱:site.kefu@qq.com。
阅读量:104
阅读量:109
阅读量:68
阅读量:187
阅读量:37