CNC机床动平衡原来如此简单-台湾动平衡仪应用
1、安装-选合适单位
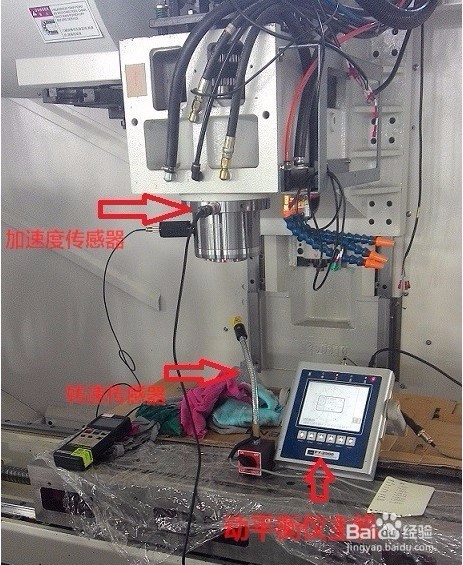
振动传感器、转速传感器安装完毕。
开机选-单面动平衡-切换振动单位(G、mm/s、um)
精密主轴常选用振动位移单位um
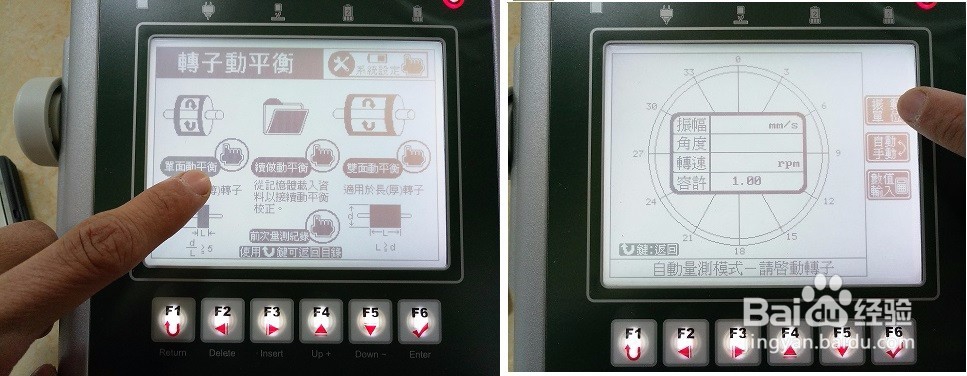
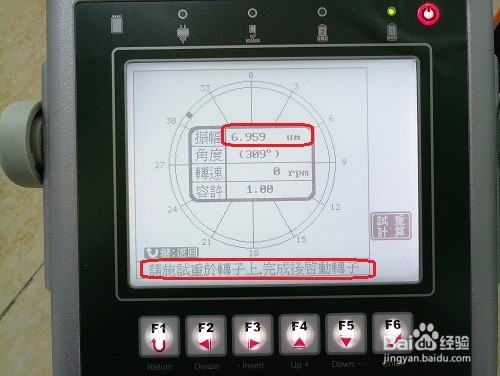
2、CNC开机测试
开启电机显示初始振动位移为6.812um
电机停止后仪器显示,请试重于转子

3、试重电机
在电机任意转盘的位置任意地方用钻头打孔,
之后开启电机,这时候测量振动值有可能增大
也有可能变小。这是正常现象。测量数值后电机停止。

4、试重及定义0度
试重:
把铁削收集用PY-2700仪器配带的电子称,称重质量g
把称好的2.24g数据输入仪器,如果铁削不好收集要预估试重克数
(或是在电机某处贴动平衡胶泥或是加配重螺丝都可以)
这个试重度数越准确调试的动平衡也就越快捷、越精确。
角度:打孔处定义为0度
选择去质量,不复原。(我们刚才打孔,孔位保留在那,不能复原)

5、去试重
打孔的地方为零度,电机360度就好找了,
那么显示206.4度地方去重5.189克就比较好操作了。
1、安装-选合适单位
振动传感器、转速传感器安装完毕。
开机选-单面动平衡-切换振动单位(G、mm/s、um)
精密主轴常选用振动位移单位um
2、开机测试
开启机床显示初始振动位移为6.959um
机床停止后仪器显示,请试重于转子
3、加配重
在主轴任意其中孔位,上一个配重螺丝,
之后开启机床,这时候测量振动值有可能增大
也有可能变小。这是正常现象。测量数值后机床停止。
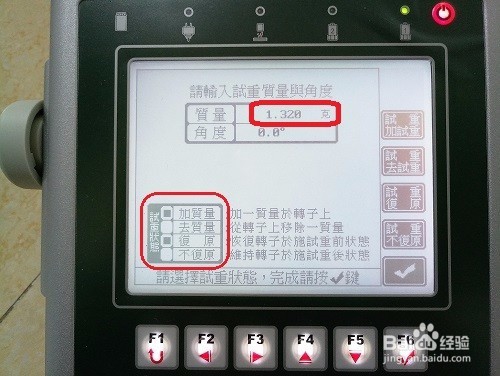
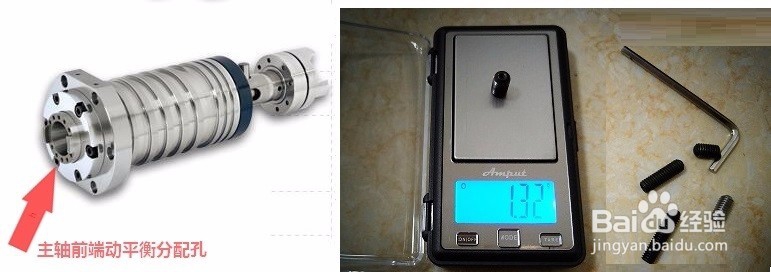
4、定义0度
把配重螺丝拆下用PY-2700仪器配带的电子称,称重质量g
把称好的1.32g数据输入仪器,
角度:放入螺丝的那个孔位定义为0度
选择加质量,复原。(我们刚才孔位锁了个螺丝,现在拆下复原)

5、动平衡调试
方法一:加重,显示160.7度地方加重6.222克
方法二:用ISO-1940 国际等级
方法三:钻孔计算精确告知钻孔角度和深度
方法四:分量计算(某角度不适合配重,把配重分级到其他角度)
方法五:孔位分配

6、孔位分配:
3-36个孔位可以任意选定,
我们实验这个主轴有8个孔位,输入仪器PY2700
仪器自动显示出在第几个空位增加多重的配重螺丝
7、振动快速降低
有个2-3次的配重螺丝,振动会明显降低
也和参考ISO-1940动平衡等级
G0.4 精密磨床的主轴;电机转子;
如需更高的精度可以继续往下调
