激光切割机之界面功能详解
1.主界面
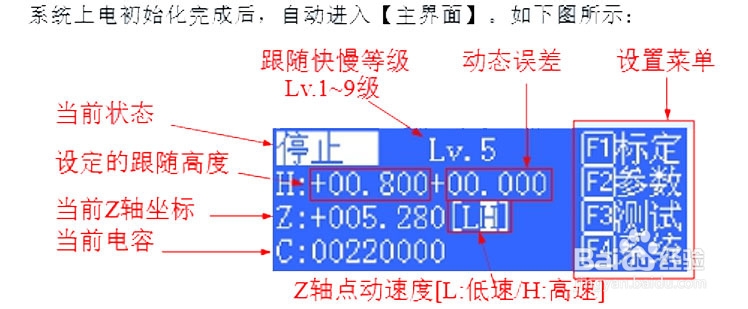
激光切割机培训之主界面
主界面上的显示功能包括:
当前状态: 显示了当前随动系统的运动状态。运动状态有以下几种:
A.停止:Z 轴处于静止状态。
B.缓停中:运动状态中接收到停止指令后,会有一段很短的缓停过渡状态。完全停下来后状态变成“停止”
C.空移中:加工中上抬是 Z 轴的空移运动。
D.跟随中:穿孔、切割时,浮头处于跟随被切割板状态。
E.复位中:回 Z 轴机械原点。
F.点动中:手动点动 Z 轴。
G.回停靠:关跟随,上抬到停靠位置的过程。
随动增益等级 Lv:随动增益等级从 1~30,默认 15 级。级数越大,随动的平均误差越小,跟随动作越快,同时遇到斜面爬坡能力也越强。但是如果增益太强,
系统会产生自激振荡。该参数通过自动调整获取即可。
设定的跟随高度:主界面上按<跟随高> <跟随低> ,能以 0.1mm 的步距调整实际的跟随高度。另外,按<F2>进入参数界面,也可以设置跟随高度。按<跟随开> <跟随关>,可以控制当前是否跟随。跟随关后,轴会自动上抬到停靠坐标(默认为 Z= 0 的位置,按<F2>进入参数界面,也可以修改停靠坐标) 另外,处于以太网控制的模式下,跟随高度由 CypCut 软件设置。
动态误差:在跟随状态下,该值反映的是随动运动时的实时误差。
浮头与板面距离 H:在电容测量范围内(标定范围),浮头与板面的距离 =“设定的跟随高度”+“动态误差” 。超过测量范围时,“设定的跟随高度”+“动态误差”恒等于标定范围。
当前 Z 轴坐标:回原点后,Z 轴建立机械坐标系。向下运动坐标增大。
当前电容值 C:系统采样的原理是通过测量浮头和极板间的电容来得到距离。浮头距离板材越近时,电容值越大。当浮头碰版时,电容会变 0。
Z 轴点动速度:L 点动低速,H 点动高速。按<变速>按钮可以切换点动速度档位。按<↑><↓>按钮执行点动。
2. 主界面隐藏功能
按键 功能
<3> 查看随动参数(需要制造商密码才能修改参数)。
<4> 随动实时误差示波器。
<5> 电容实时监控示波器。
<6> 电容标定曲线示波器。
<7> 记录当前电容,用于观察温漂。
<8> 模拟输入口 1 信号,开始跟随。
<9> 开启寻边切割的跟随。
<0> 把当前 Z 轴坐标设置为 0。
3.标定界面
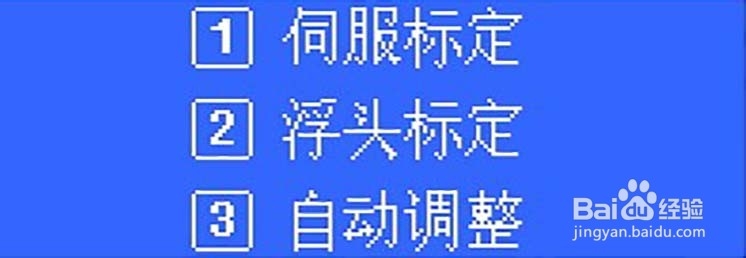
在主界面中,按<F1>键进入【标定界面】。如下图所示
标定界面
初次使用 BCS100 时,必须先做伺服标定,再做浮头标定,最后再做自动调整。以后使用时,有温漂的情况下做浮头标定即可,伺服标定和自动调整可不用做。