数控车之G92活学活用
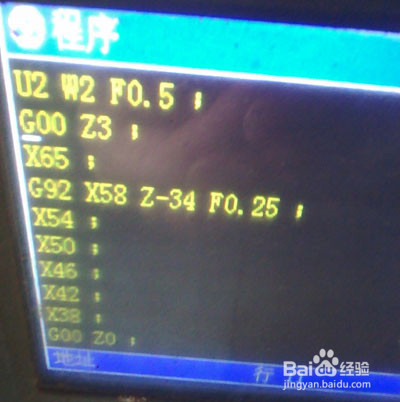
1、G00 X100 Z100移动定位刀到安全位置。
G0202外圆刀车外圆一刀。

2、G92 X58 Z-34 F0.25
这句中后面的F0.25不是螺距是进给速度。
6刀车到X38,是不是程序简化了很多,如果用G01的话,一刀最少三步,所以用G92是个很实用的小技巧。
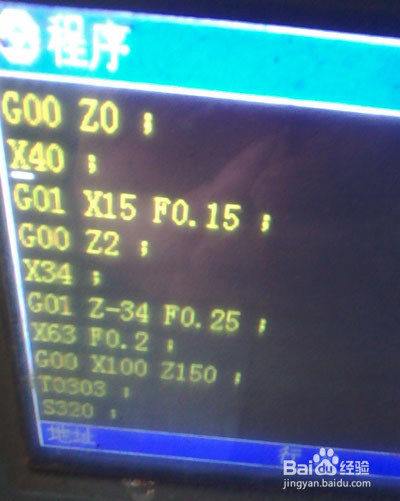
3、前面用G92粗车外圆,这是用单步程序精刀一遍。
G01 X15 F0.15是车右侧端面。
G01 Z-34 F0.25 是车外圆。
X63 F0.2 是车左侧直面。
1、转换到T0303割刀进行切断。
G01 X65 F0.2 快速切削到端面。
X0 F0.07 切到工件中心。
这个F0.07的速度算快的,不能用于钢件,这是切割铜的速度。
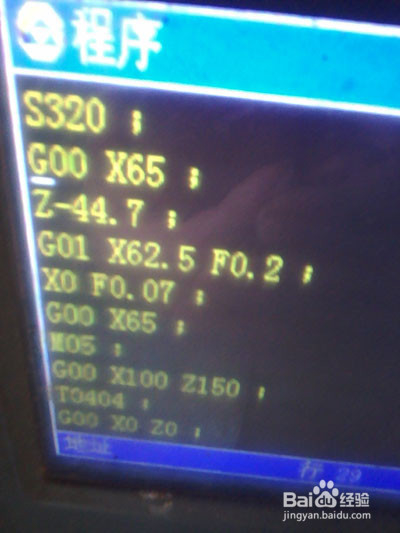
2、转换到T0404 定位刀。
G00 X0 Z0的位置后,再抽出工件继续车削。
声明:本网站引用、摘录或转载内容仅供网站访问者交流或参考,不代表本站立场,如存在版权或非法内容,请联系站长删除,联系邮箱:site.kefu@qq.com。
阅读量:135
阅读量:101
阅读量:130
阅读量:165
阅读量:47