沙迪克慢走丝UTY编程方法总纲!
1、凹模:也就是我们常说的内孔,包括(圆孔,方孔,异形孔),一般情况下,我们都会在孔内画一个小圆(本来是圆孔可以不画,超过10MM可以画一个,穿丝孔于要加工的孔的边缘有个2-3MM最佳)
凹模编程注意细节:
1.我们先从电脑CAD上把要加工的图形转送到机器硬盘(也可以用优盘),然后打开图形。
2.选择加工的零位(这个也可以编完后选择,为了不忘记,建议提前)。
3.点击屏幕下方《线切割加工定义》-凹模:
4.参数:
01.加工条件不需要修改,。
02条件变更选择《变更》。
03.加工方向可以自定义。
04.切入量0-9999,建议999。
05.切剩量0-9999,建议0.4-1.0。
06.回避高度0-9999,建议0.3-0.6(可以根据情况设定,大斜度需注意)。
07.补正方向,可以不管(加工方向确定下来,软件自动会识别)。
08.接近角度0-360.建议45。
09.接近种类可以自己选择(加工一般的圆孔方孔,建议直线,圆弧进刀相对进刀印小一点)。
10.圆弧进刀半径0-9999,建议0.3-0.8.
11.全体A角度粗割0-9999,根据不同高度设定(参考慢走丝锥补设定方法)。
12.全体A角度精修0-9999,根据不同高度设定(参考慢走丝锥补设定方法)。
13.主程序面距离TP,有斜度工件根据图形取面决定,没有斜度填写工件高度即可。
14.从程序面距离TN,(凹,凸,开形状可以不填,主要为识别斜度方向用)。
15.无屑加工,1.5以下的孔才用(0.8以下编有屑也不会有料),这个需要把全体A角度粗割跟全体A角度精修设零才可以用,是就是打开,否就是关闭。
16.无屑加工补正0-9999,建议《0.25线0.26-0.3》,《0.2线0.21-0.25》,《0.15线0.16-18》。
17.无屑加工残量0-9999,《0.25线0.17-0.2》,《0.2线0.13-0.16》,《0.15线0.10-13》。

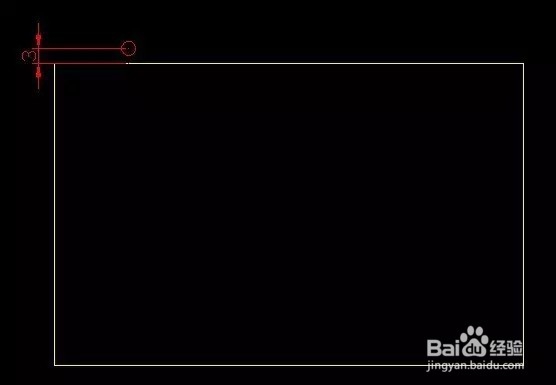
2、凸模:可以理解为冲头,镶件,我们一般常说的下料既是,从一块料上加工出我们想要的工件,这个在处理图形时需选择进刀孔位置,穿线孔一般离工件边1-3MM最佳,左右(或者前后)留一部分,可以依情况决定)。
凸模编程注意细节:
1.我们先从电脑CAD上把要加工的图形转送到机器硬盘(也可以用优盘),然后打开图形。
2.选择加工的零位(这个也可以编完后选择,为了不忘记,建议提前)。
3.点击屏幕下方《线切割加工定义》-凸模:
4.参数:
01.加工条件不需要修改,。
02条件变更选择《变更》。
03.加工方向可以自定义。
04.切入量0-9999,建议999。
05.切剩量0-9999,建议根据工件自定义。
06.回避高度0-9999,建议0.3-0.6(可以根据情况设定,大斜度需注意)。
07.补正方向,可以不管(加工方向确定下来,软件自动会识别)。
08.接近角度0-360.建议90。
09.接近种类可以自己选择,建议直线。
10.圆弧进刀半径0-9999,建议0.3-0.8,接近种类没选择圆弧可以不用设定.
11.全体A角度粗割0-9999,根据不同高度设定(参考慢走丝锥补设定方法)。
12.全体A角度精修0-9999,根据不同高度设定(参考慢走丝锥补设定方法)。
13.主程序面距离TP,有斜度工件根据图形取面决定,没有斜度填写工件高度即可。
14.从程序面距离TN,(凹,凸,开形状可以不填,主要为识别斜度方向用)
3、三.UTY编开形状:
开形状:又名不封闭的形状,简单点说也就是从右进左出,左进右出,进刀跟退刀线不是在同一位置。
编程注意细节:
1.我们先从电脑CAD上把要加工的图形转送到机器硬盘(也可以用优盘),然后打开图形。
2.选择加工的零位(这个也可以编完后选择,为了不忘记,建议提前)。
3.点击屏幕下方《线切割加工定义》-开形状:
4.参数:
01.加工条件不需要修改,。
02条件变更选择《变更》。
03.变更后不需要选择。
04.切入量0-9999,建议999。
05.切剩量0-9999,建议0.5-5.0。
06.回避高度不用填,在CAD图上加0.3-1.0。
07.补正方向,顺时针选右,逆时针选左,以进刀点为准。
08.接近角度不用填。
09.接近种类不用填。
10.圆弧进刀半径不用填.
11.全体A角度粗割0-9999,根据不同高度设定(参考慢走丝锥补设定方法)。
12.全体A角度精修0-9999,根据不同高度设定(参考慢走丝锥补设定方法)。
13.主程序面距离TP,有斜度工件根据图形取面决定,没有斜度填写工件高度即可。
14.从程序面距离TN,(凹,凸,开形状可以不填,主要为识别斜度方向用)

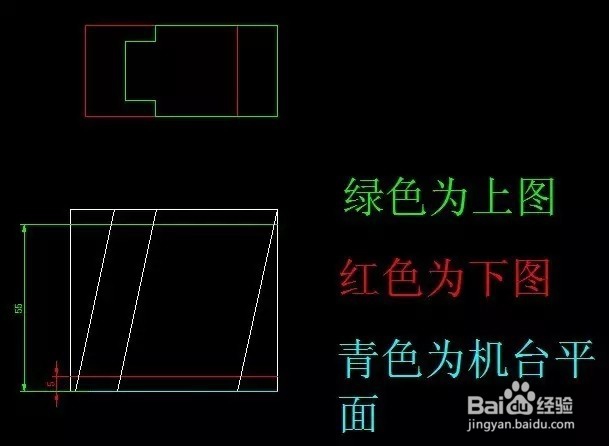
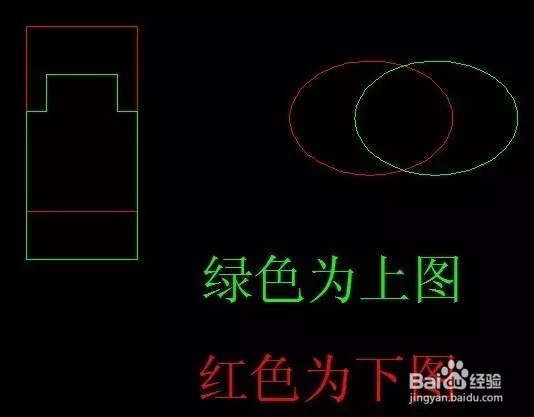
4、UTY编上下异形:
上下异形:我们可以理解为上下图形不一样,也可以是一个形状,用部分锥度不好编,或者加工出来工件有问题的,都可以用上下异形来做。
1.我们先从电脑CAD上把要加工的图形转送到机器硬盘(也可以用优盘),需要注意的是,上下图进刀点需要用CAD把图形打断,上图跟下图打断的位置,必须一致,然后再转送到机器,打开图形。
2.选择加工的零位(这个也可以编完后选择,为了不忘记,建议提前)。
3.点击屏幕下方《线切割加工定义》-上下异形:
4.参数:
01.加工条件不需要修改,。
02条件变更选择《变更》。
03.变更后不需要选择。
04.切入量0-9999,建议999。
05.切剩量不需要选择。
06.回避高度不需要选择。
07.补正方向,顺时针选右,逆时针选左,跟开形状相似。
08.接近角度不用填。
09.接近种类不用填。
10.圆弧进刀半径不用填.
11.全体A角度粗割不需要选择。
12.全体A角度精修不需要选择。
13.主程序面距离TP,有斜度工件根据图形取面决定,建议填上图取面数。
14.从程序面距离TN,建议填下图取面数。