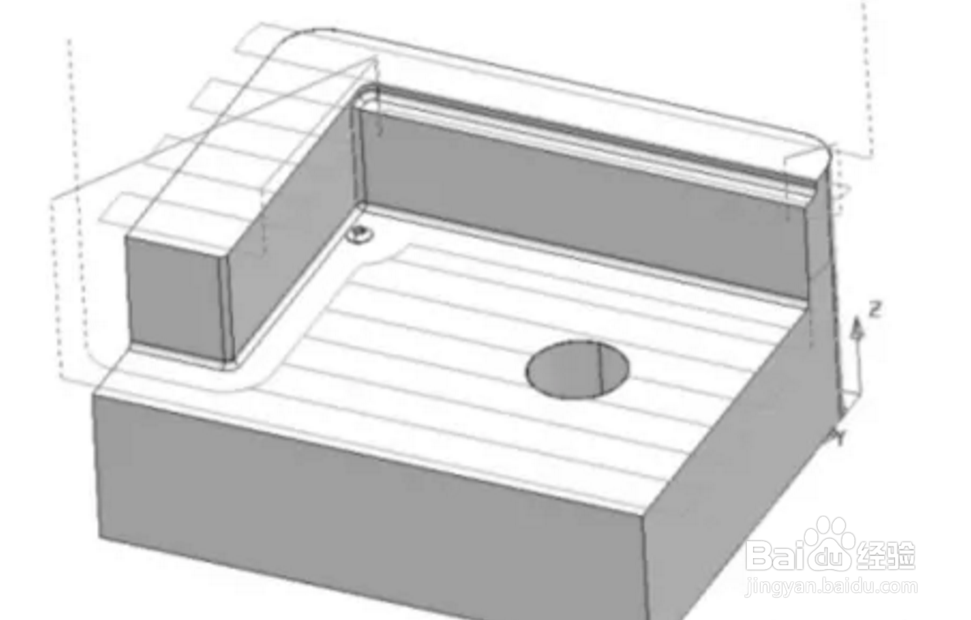
PowerMILL平面加工技术
1、与平面加工精度有关的因素
选择合理的刀具、 合理的加工参数、 加工切削方式、冷却效果。一般的平面加工, 要从平面大小、 所需夹持的长度和加工材料硬度等因素来选刀具, 优先选用刀粒飞刀锣平面, 如D35R0.8mm、 D25R0.8mm、 D21R0.8mm、D17R0.8mm等对比较规则的大平面, 可用平面专用飞刀 (D50R1mm) 来加工。
2、平面的加工策略与加工参数
平行切削方式平面平行切削应用于PowerMILL的平行开粗策略 (或 “平行平坦面精加工” 策略勾选平坦面加工 “, 策略参数如图所示。
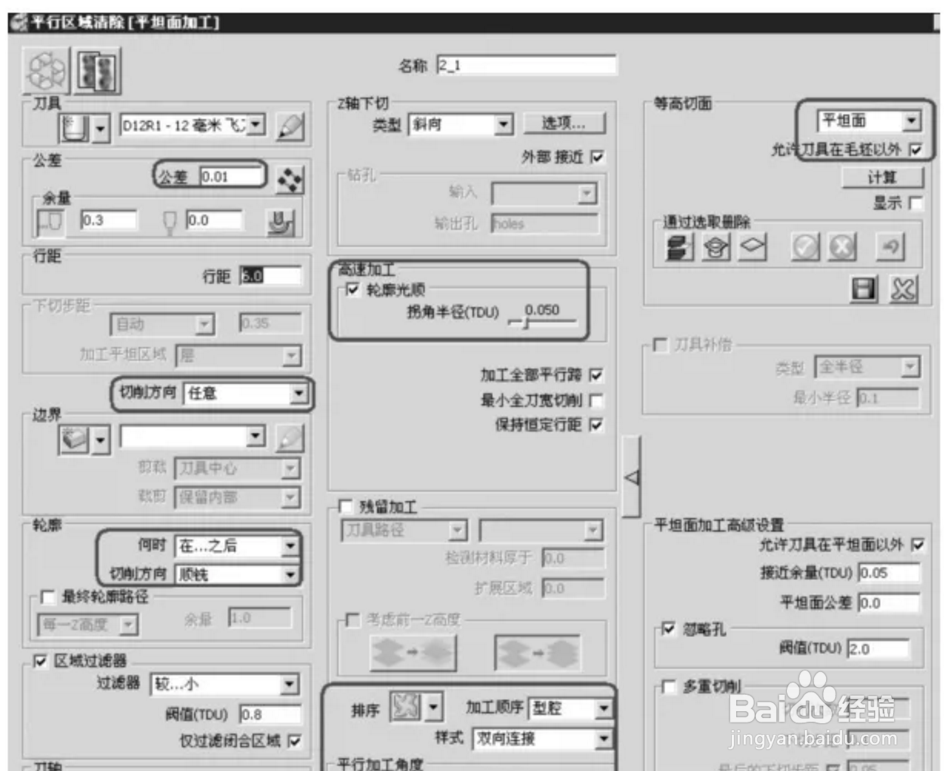
3、 平行切削方式主要适应于大平面、 规则面、 凸台平面等平面加工, 设置恒定的间距刀路, 根据模型形状设置平行加工角度 (通常选用0°或90°或按模型自动平行长方向切削) 如图2所示 “平行加工角度” 选项中。顺铣的轮廓加工如图所示,参数设置,对话框选项。

4、平行加工角度:通常选 “自动按Z轴层” 可按模型自动选择平行的长方向切削。
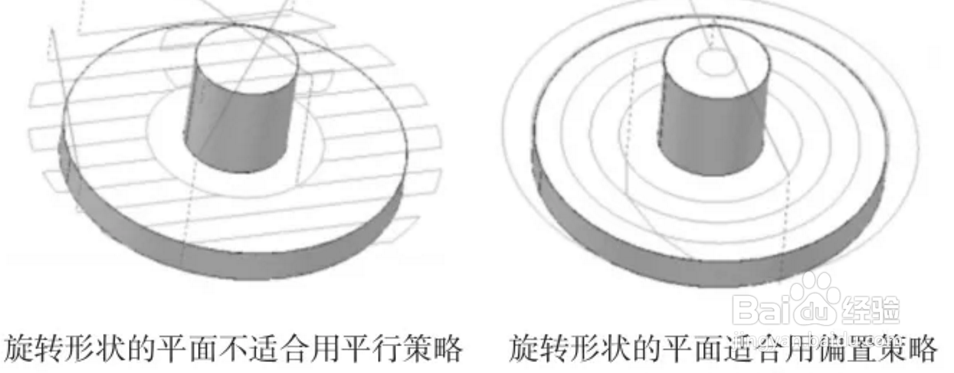
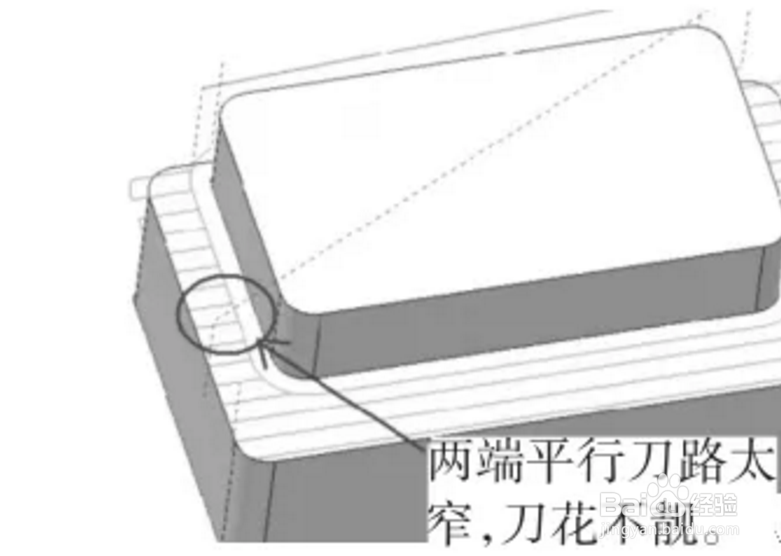
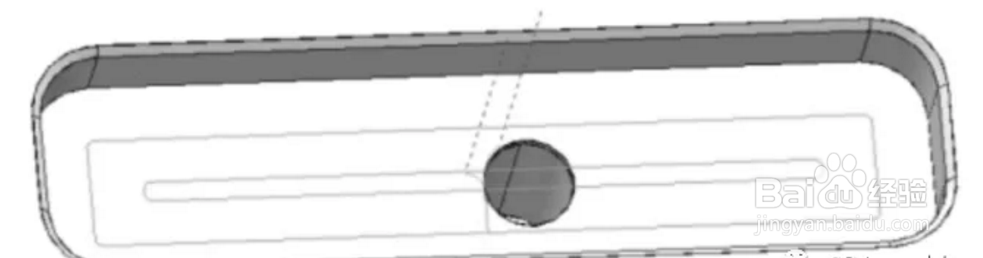
切削方向可选取顺逆铣的方式加工, 并增加轮廓加工, 选择 “在……之后” 进行顺铣的轮廓加工, 如图5、 图6刀路图所示。平行策略加工平面应用较为广泛, 大多数的零件平面加工都可选用平行策略, 但也有部分不建议用平行策略, 如旋转体平面、 圆盘平面,特征是圆形上要凸台的模型, 更不适合用平行策略加工平面。平面上有较多的凸台, 且凸台距离较近, 在平行策略加工平面时会出现很短的平行刀路, 此类模型要避免用平行加工, 此类模型建议选用偏置策略加工平面在平行策略加工平面要避免出现小于刀径的刀路, 不然在加工后花混乱, 如图7所示平行刀路。
5、小槽位底平面加工不适合选用平行策略, 如图8平行刀路所示。

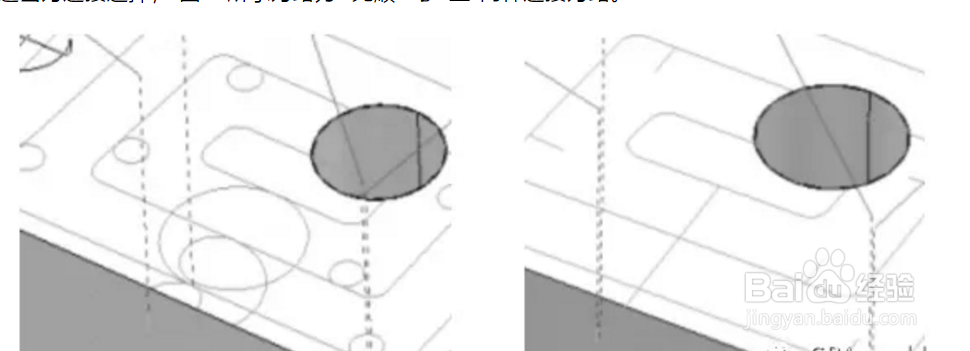
6、 槽类底平面平行策略, 一层刀路多了一次擦边下刀, 如图所示, 槽类底平面偏置策略, 刀路较圆顺, 刀纹与平行差不多, 槽类底平面优先选
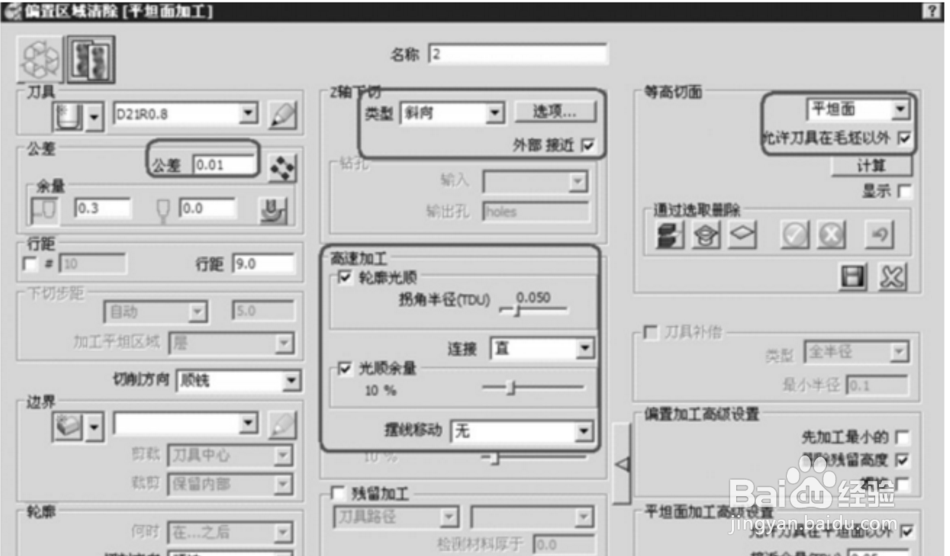
7、 槽类的底平面加工, 对于长、 宽度在4倍刀径内的,优选偏置策略, 槽底平面较大的, 允许用平面策略加工。偏置切削方式平面偏置切削应用于PowerMILL的偏置开粗策略 (或 “偏置平坦面精加工” 策略) , 勾选平坦面加工, 可计算出如图所示刀路中偏置的刀路。

8、 策略参数:如图所示参数。偏置切削方式主要适应于槽底面、 圆形平面、 绕形状偏置刀路等平面加工, 与平行切削方式各有优点, 可根据模型形状与刀路痕迹确定, 选择平面刀花规则的方式加工。偏置切削方式几种不可取的现象:走刀间距设置过大, 如图所示、 刀路, 刀路出现转圈圈的形式加工, 加工后平面质量不高, 光泽不靓, 可相对调小刀宽。

9、进出刀连接选择, 图所示刀路为 “光顺” 与 “直”两种连接刀路。

10、 从两刀路看, 对于平面加工, 优先选择直线连接,平面效果感觉干净规则。
环绕模型形状的平面偏置刀路, 对平面有环绕刀痕有要求的模型可用方法加工, 在类型选项中, 选取“模型” , 如图所示。
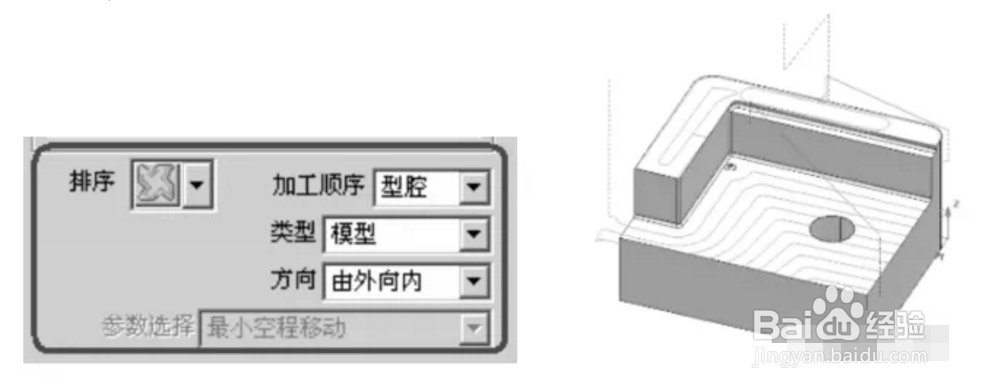
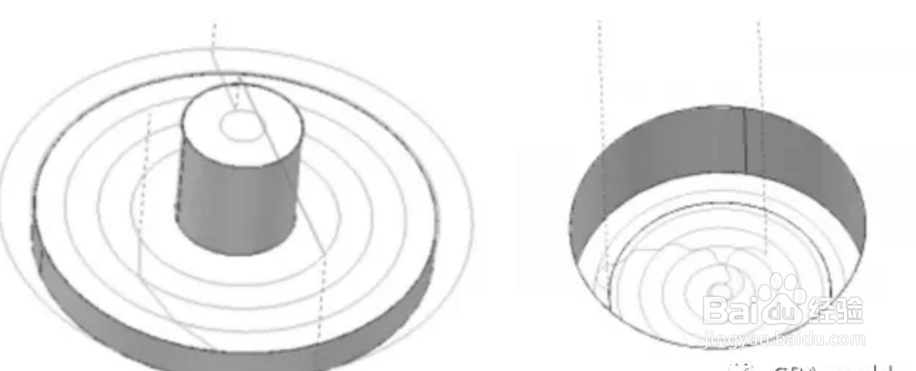
11、 此方法适合加工旋转体平面、 圆型平面等较有规则的平面, 特别是圆形槽的平面加工;为减少刀路跳刀太多, 切削方向可选任意铣, 轮廓方向可选顺铣;如图所示圆形刀路凸台平面、 圆形凹槽平面。
12、参数设置如图所示
13、 其他策略的平面加工、 PowerMILL的加工策略灵活多样, 可根据模型与加工型面的实际情况, 用 “三维偏置精加工” 、 “单笔式清角” 、 “等高精加工” 等策略编辑刀路, 达到平面加工的效果。平面加工要有合理切削参数, 才能加工出高质量的平面, 平面的常刀具, 刀具装刀长度、 切削刀宽、 余量、 等方面内容, 如表1所示平面常用刀具参数。表中的参数只做参考, 要跟实际的切削情况改变而灵活的变化。

14、平面加工的注意事项
在平面加工中, 为保证光刀质量, 对开粗后的平面加工, 一定要加入半精工, 使平面余量在0.08mm以内, 并半精工与精工要分为两个单独程序。平面专用刀具 (D50×R1mm) , 不可用于半精工使用, 精工时注意合理的余量才能加工出光滑的平面。
在复杂零件的加工中, 对深浅平面要做好分类, 如深平面加工的刀具夹长要超出5D时, 一定要把深浅平面分为两个程序加工, 清楚表达出装刀长度的不同, 才能保证平面加工质量。
平面加工的冷却方式, 一定要使用喷油(喷水) 冷却, 特别是刀粒刀飞刀的程序。平面加工刀路必须要有切入切出, 优先选择斜向圆弧切入, 杜绝刀刃擦边而下。
刀路自动计算后刀具没有切入圆弧的解决方法:将计算后的刀路手工编辑剪切去口部刀路即有圆弧切入、 将要加工的平面在分界处补大平面区域, 刀路计算出来自动有切入圆弧。