数控车自学系列之入门对刀(三)
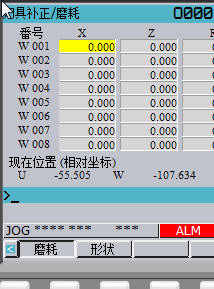
1、(1)点击offset按键,显示刀补界面。
(2)再按补正按键,出现刀补的真正界面,有两个选项:磨耗 形状。
磨耗就是刀补,形状就是对刀,和广数就区别在这里。

2、(3)按手轮键到手轮方式,把刀架慢慢靠近工作,如果只是一把刀的话,记住刀具号,停在将要切削的地方。
(4)和广数不一样的就是切换X、Z轴的时候不用软键,而是一个左右机械开关,切削方法一样,先切Z轴。
启动主轴,切完端面后退出,Z轴不要动,X向退出工件,按“形状”软键,出现下面的界面。

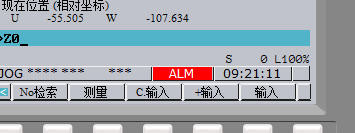
3、(5)按方向键,刀补Z轴显示已经选择时,输入Z0.
这里出现和广数完全不一样的地方,必须按下“测量”软建,Z轴对刀完毕。
这界面,后面三个按键,对刀时一般不用,如果小小的改动,比如要加上1毫米,就按+输入,千万不要按“输入”,按了你就再重新对刀吧。
1、(6)然后再试切外圆,X轴横向切削完毕,测量直径和广数一样,再到了这个测量界面,选择刀具号,再选择X值高亮,输入X+直径,最后按“测量”软键,这样X轴对刀完毕。
2、(7)如果你输入的时候错误了,再can键,这是法那克的取消键,是单个取消的,比广数好用多了。

3、这是返回键,日本的人软键非常灵敏, 不象广数要练一指禅,你要轻轻的一触就有反应。

声明:本网站引用、摘录或转载内容仅供网站访问者交流或参考,不代表本站立场,如存在版权或非法内容,请联系站长删除,联系邮箱:site.kefu@qq.com。
阅读量:97
阅读量:147
阅读量:85
阅读量:176
阅读量:31